¶ 脉冲设置说明(数值计算)
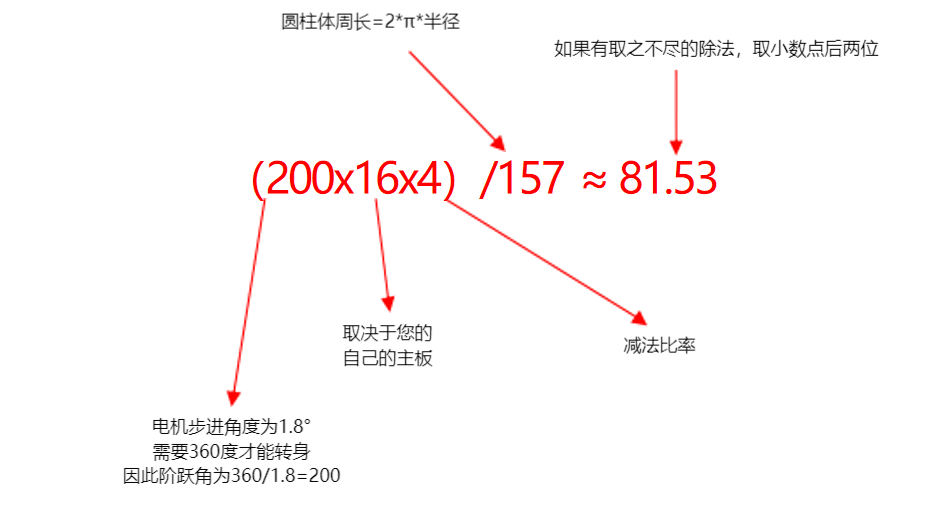
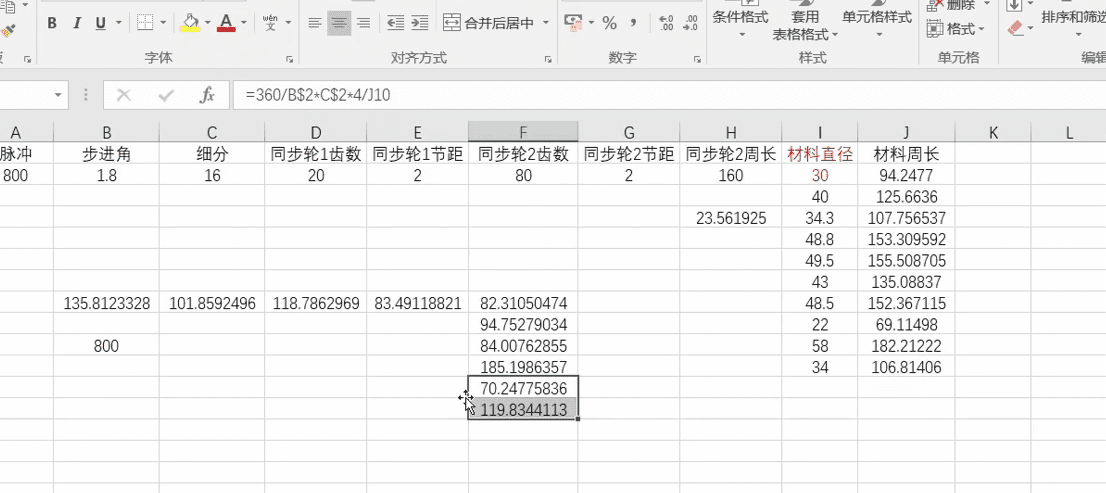
脉冲计算公式:(电机一圈的脉冲数x驱动细分x相减比)/气缸周长一个周期的脉冲数
套件中包含的电机:200;减法比率:4:1
示例:电机的脉冲数和相减比是固定的,并且电动机的脉冲数量是200。相减比率为4:1。以TTC450主板为例。这个圆柱体的直径为50mm。所以(200x16x4)/157≈81.53。脉冲数为81.53。
¶ 脉冲设置说明(软件)
用CANDLE控制软件修改脉冲
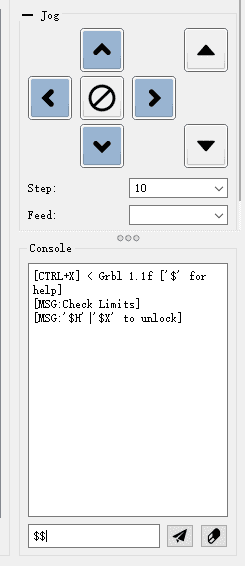
步骤1:连接机器。
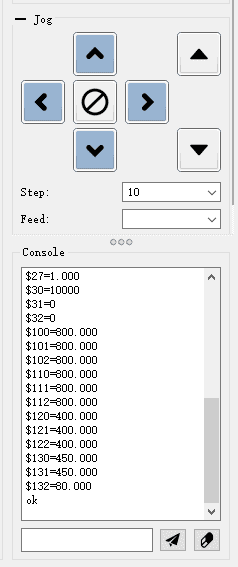
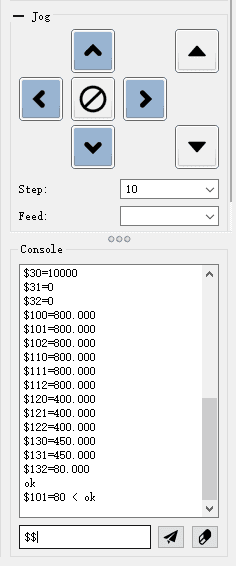
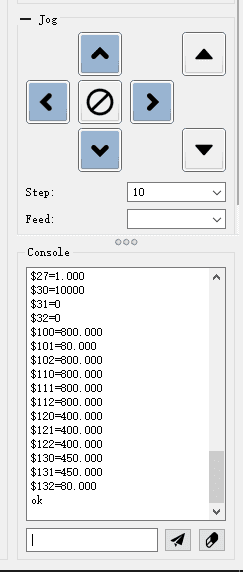
步骤2:在软件的右下角输入$$符号,并调用机器参数。
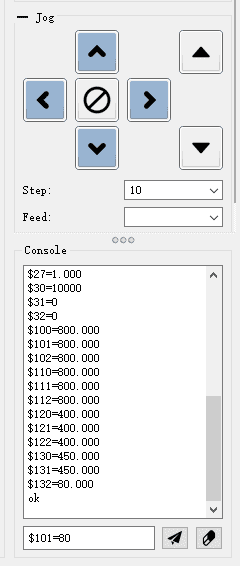
步骤3:输入$101=80,然后单击“发送”
步骤4:再次输入符号,查看更改是否完成。如果参数发生更改,则更改成功。
 |
 |
 |
 |
 |
注:图片中的例子是Y轴,$100是X轴脉冲,$101是Y轴脉冲。
¶ 第四轴编程教程
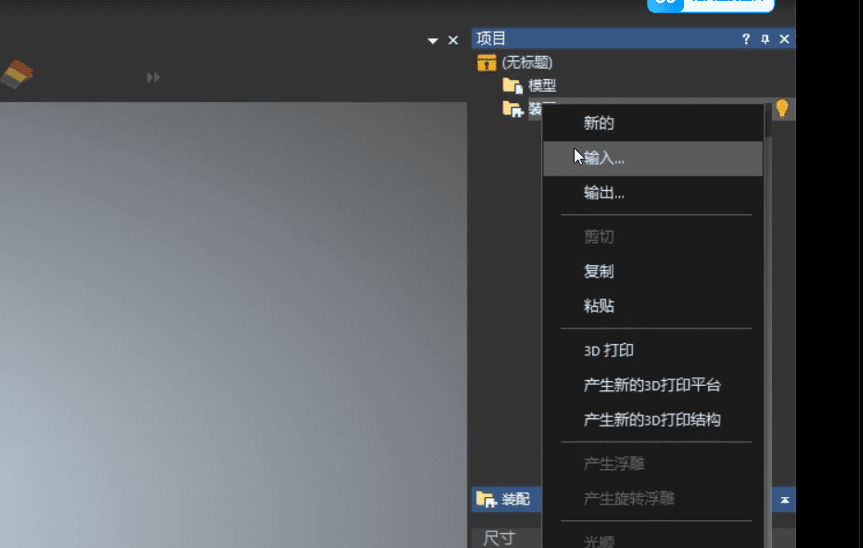
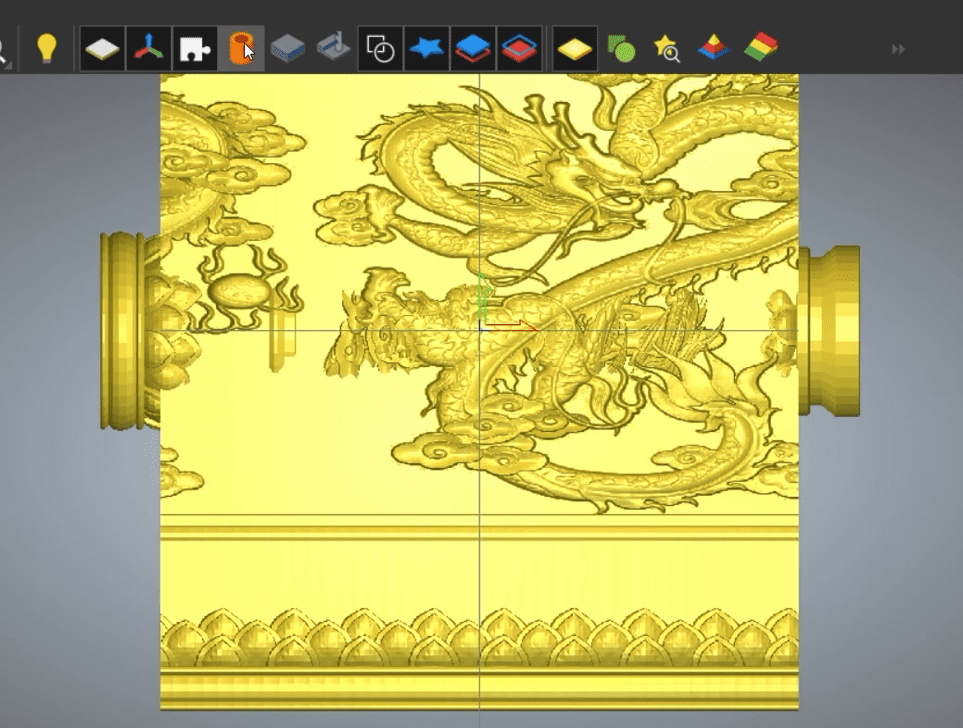
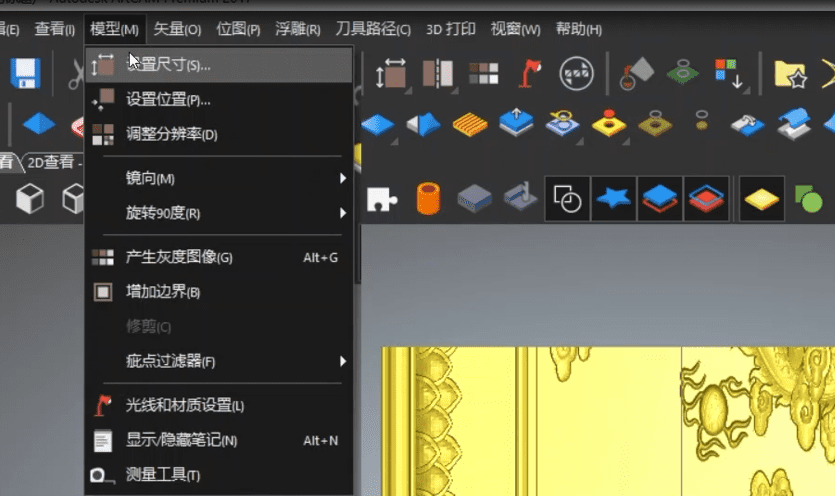
1.打开ARTCAM软件,选择新建项目后右键模型选择输入模型

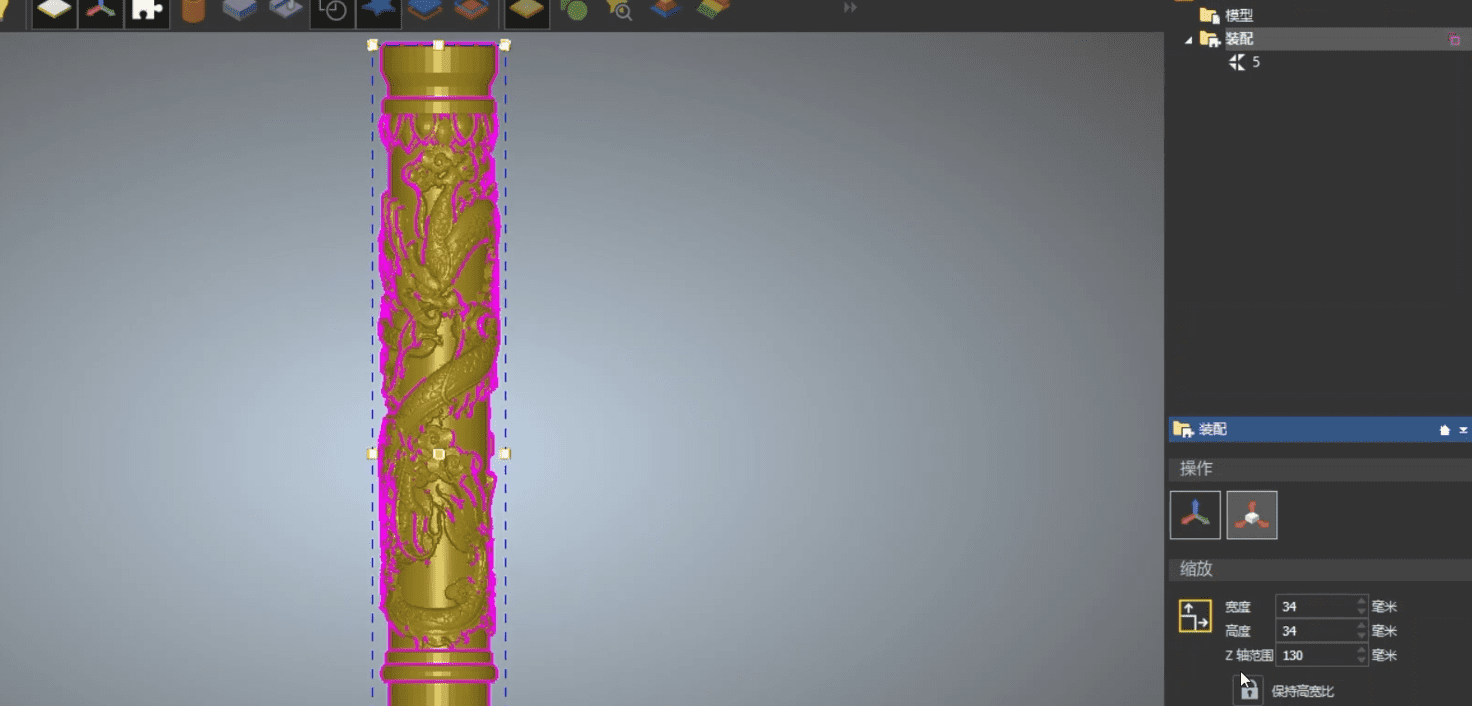
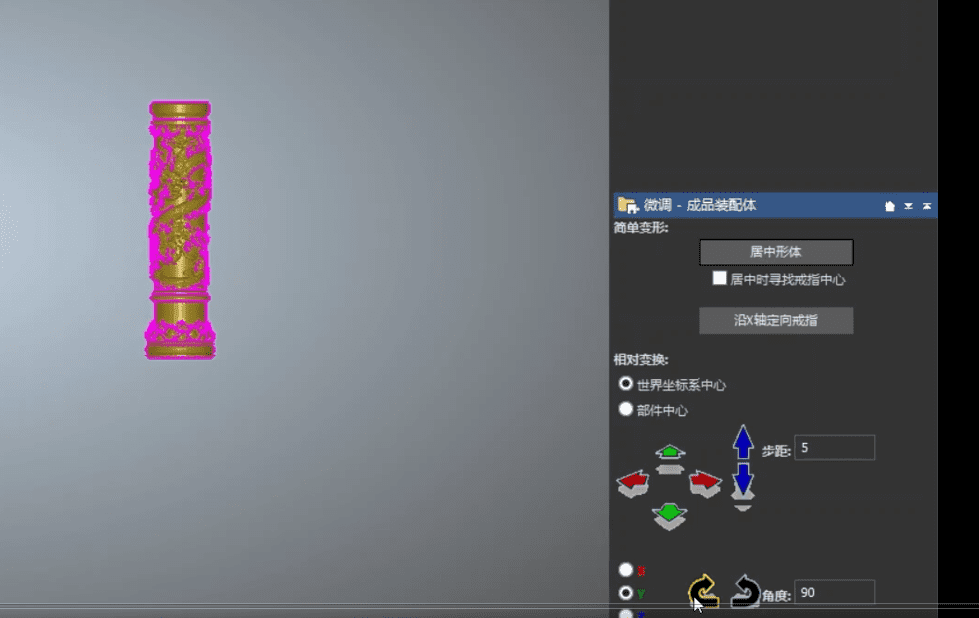
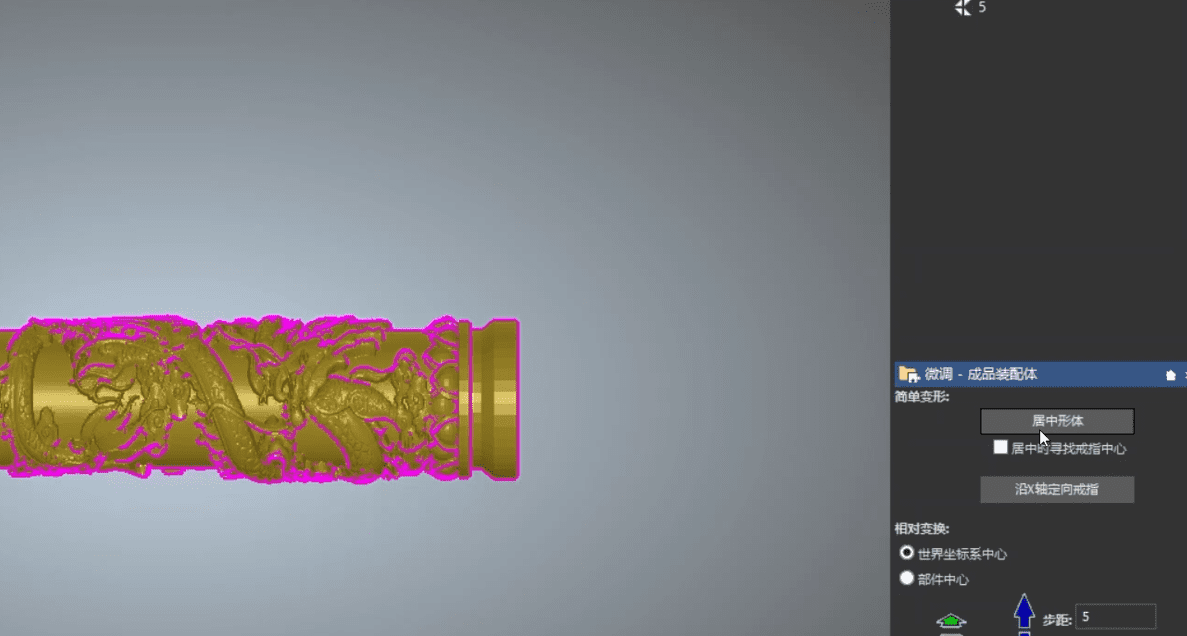
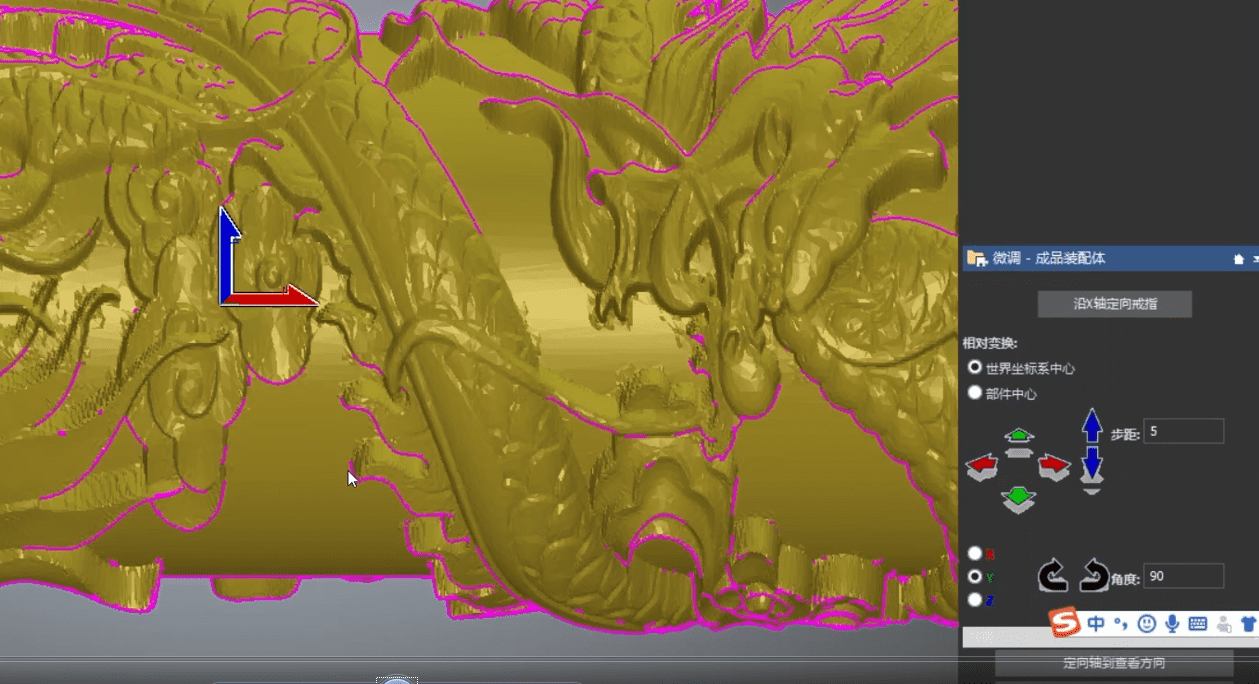
2.正视零件视图,将宽度和高度改成你要雕刻的材料直径,Z轴改成你要的长度(注意预留夹爪和顶针的位置),打开微调居中形体,选择90度将零件调整位置后设置世界坐标系中心
3.检查零件位置是否正常,(因为一般是沿X轴旋转的,那么需要沿X轴线展开)X必须的零件的底座,Y是零件的正面,Z是俯视
4.检查居中形体和世界坐标系是否在中心
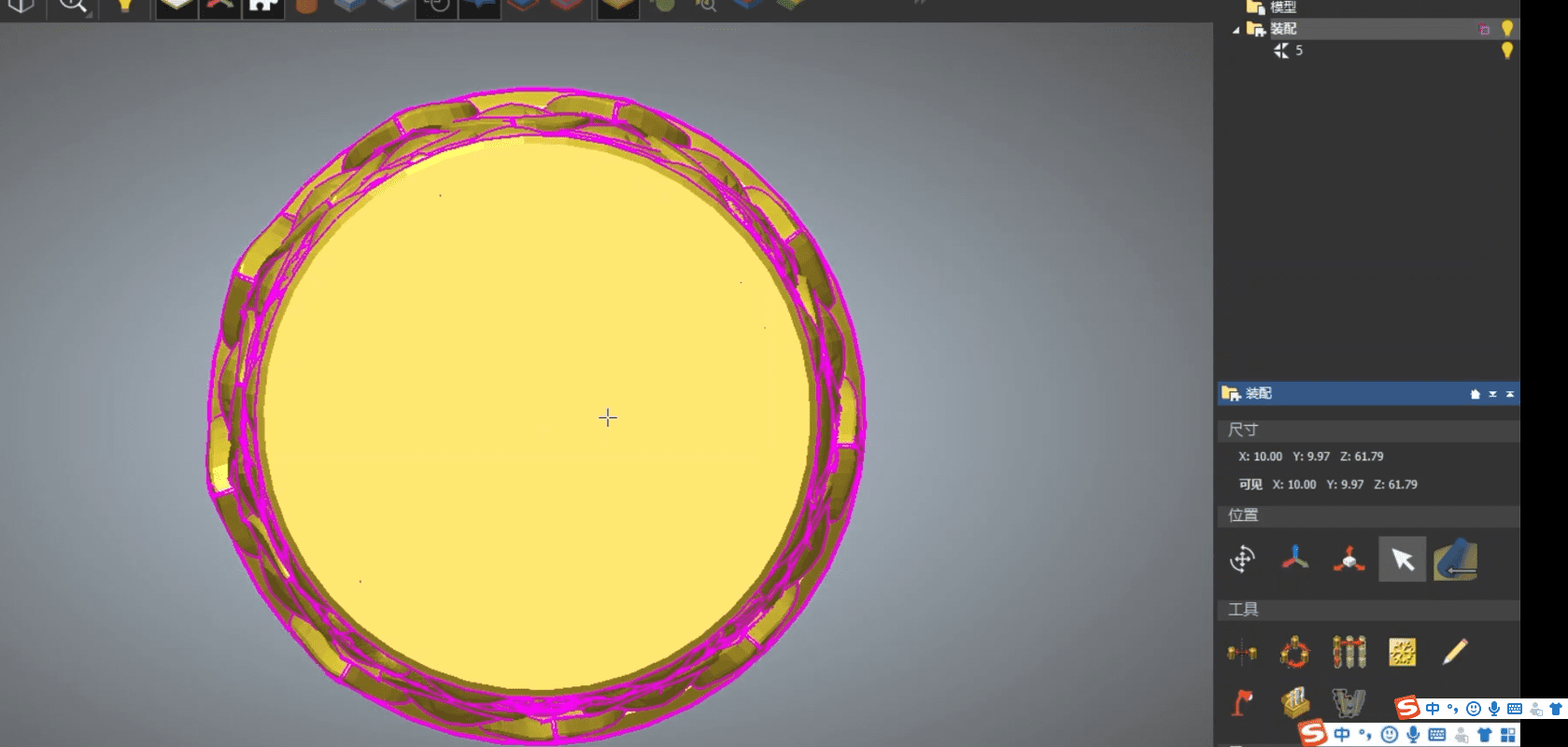
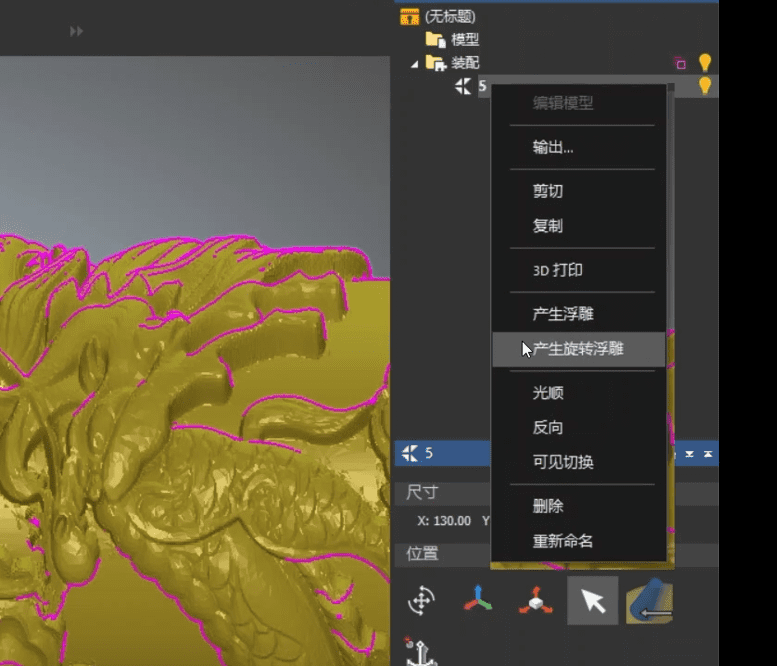
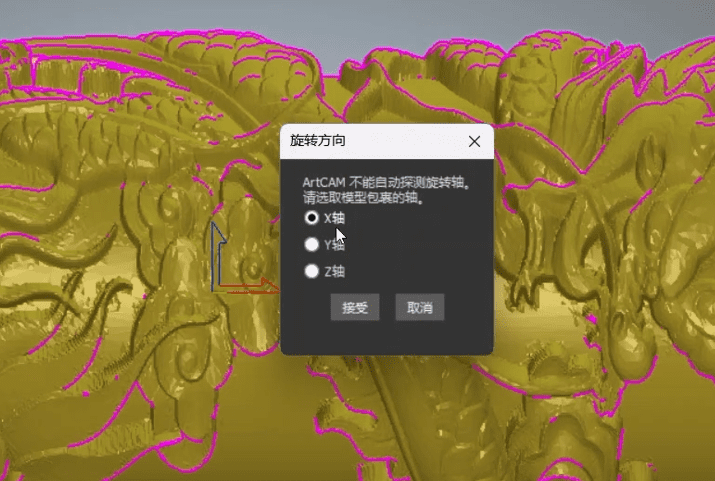
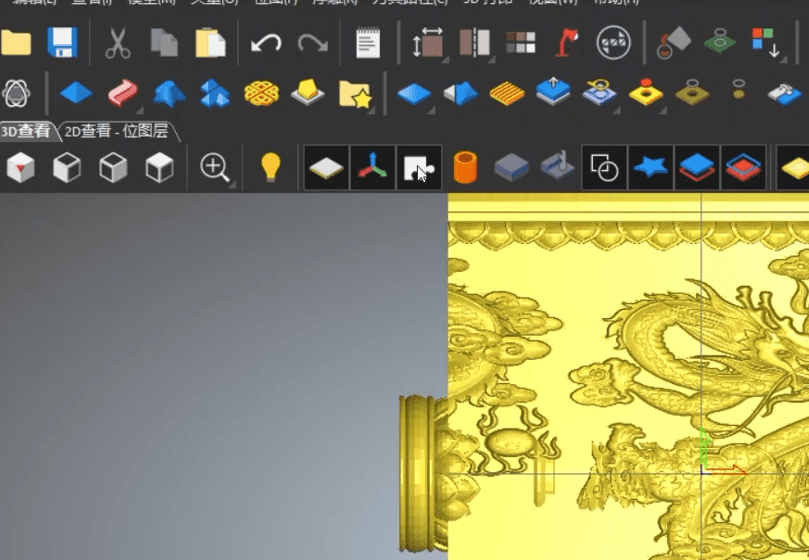
5.再次右键模型选项,选择产生旋转浮雕,选择沿X轴旋转
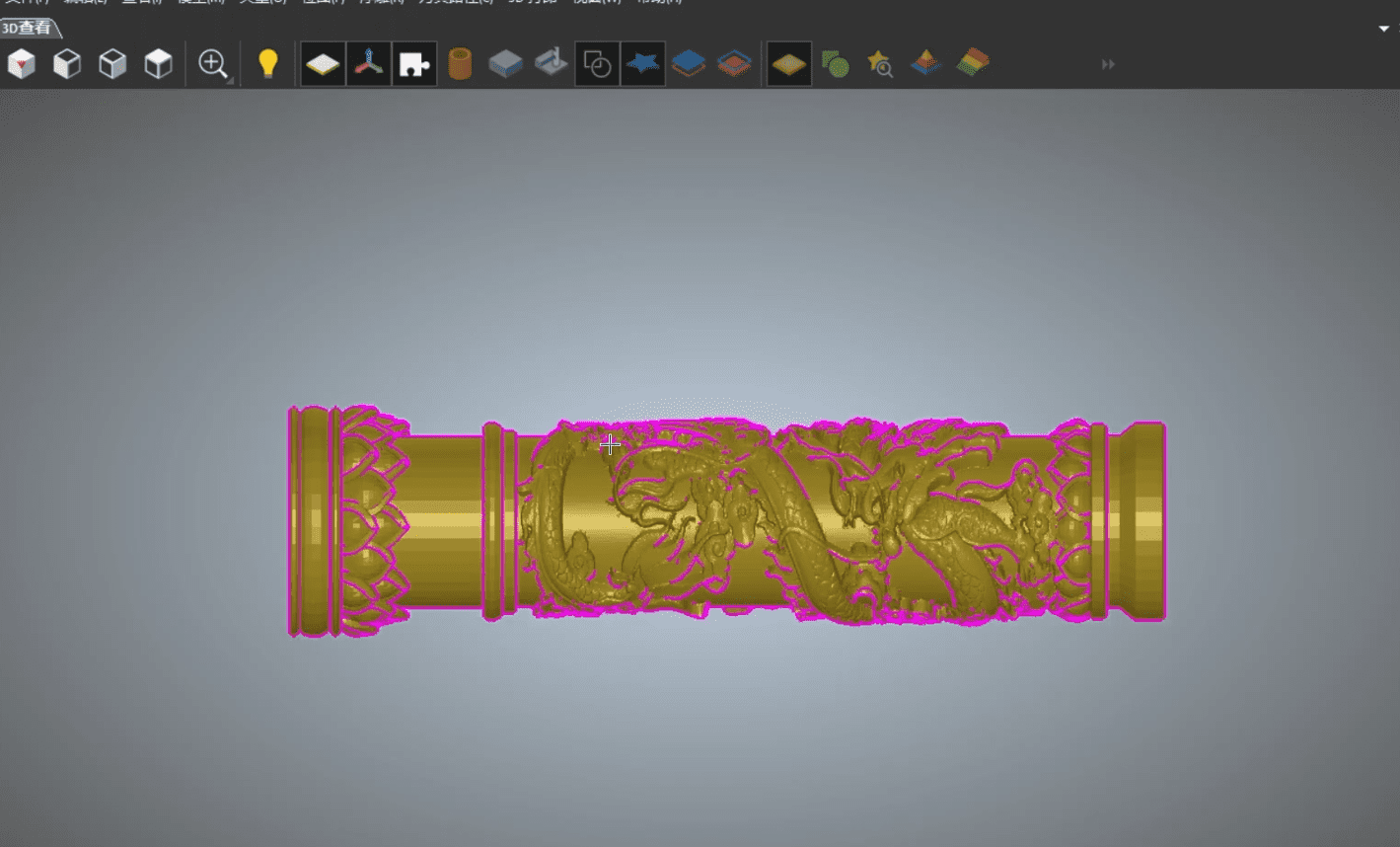
6.点击切换旋转将模型展开,点击切换装配体可见
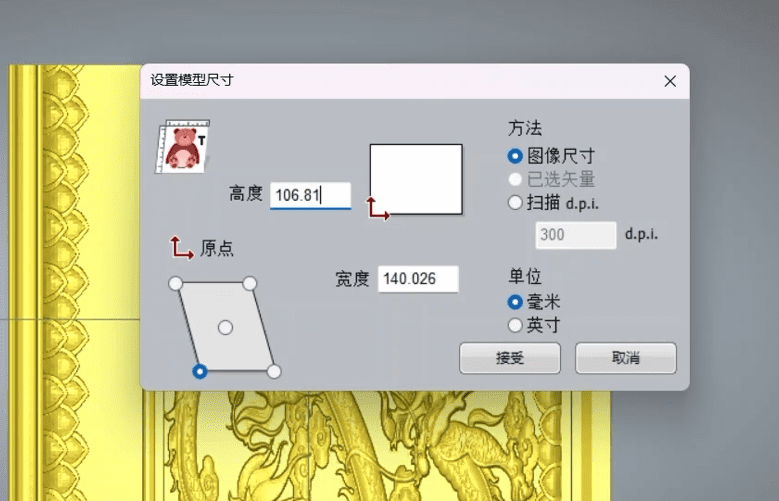
7.点击模型选项,将模型选择90度,打开传动计算输入材料直径,计算周长和脉冲
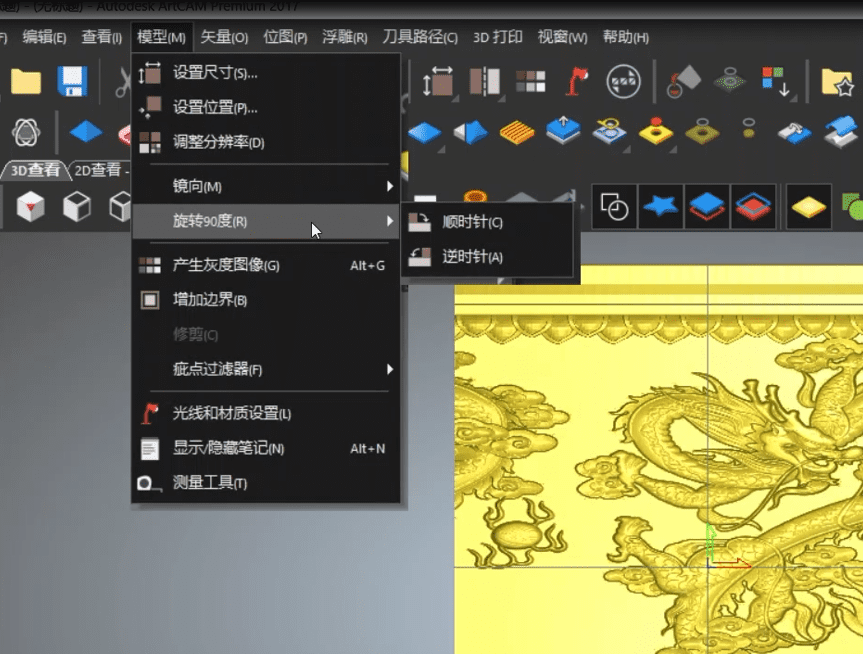
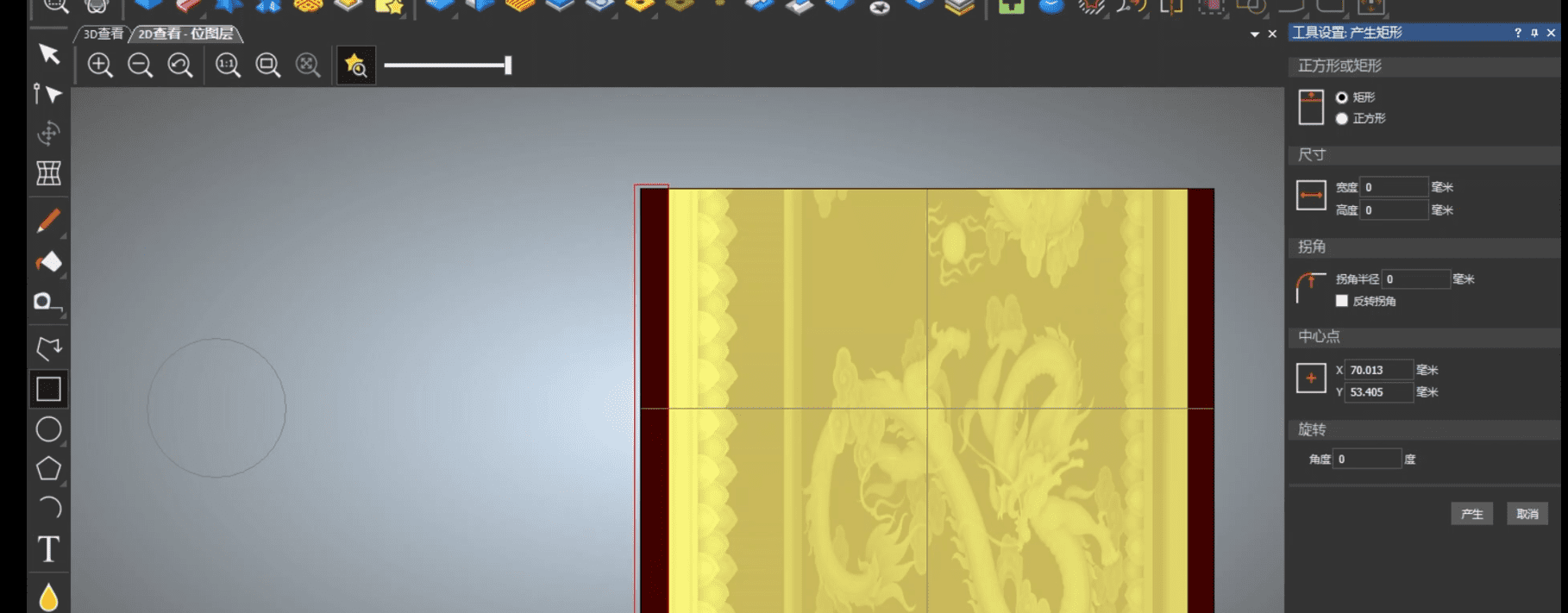
8.打开模型选项,设置尺寸,将高度改成计算出的材料周长
9.查看2D图层,点击浮雕预览
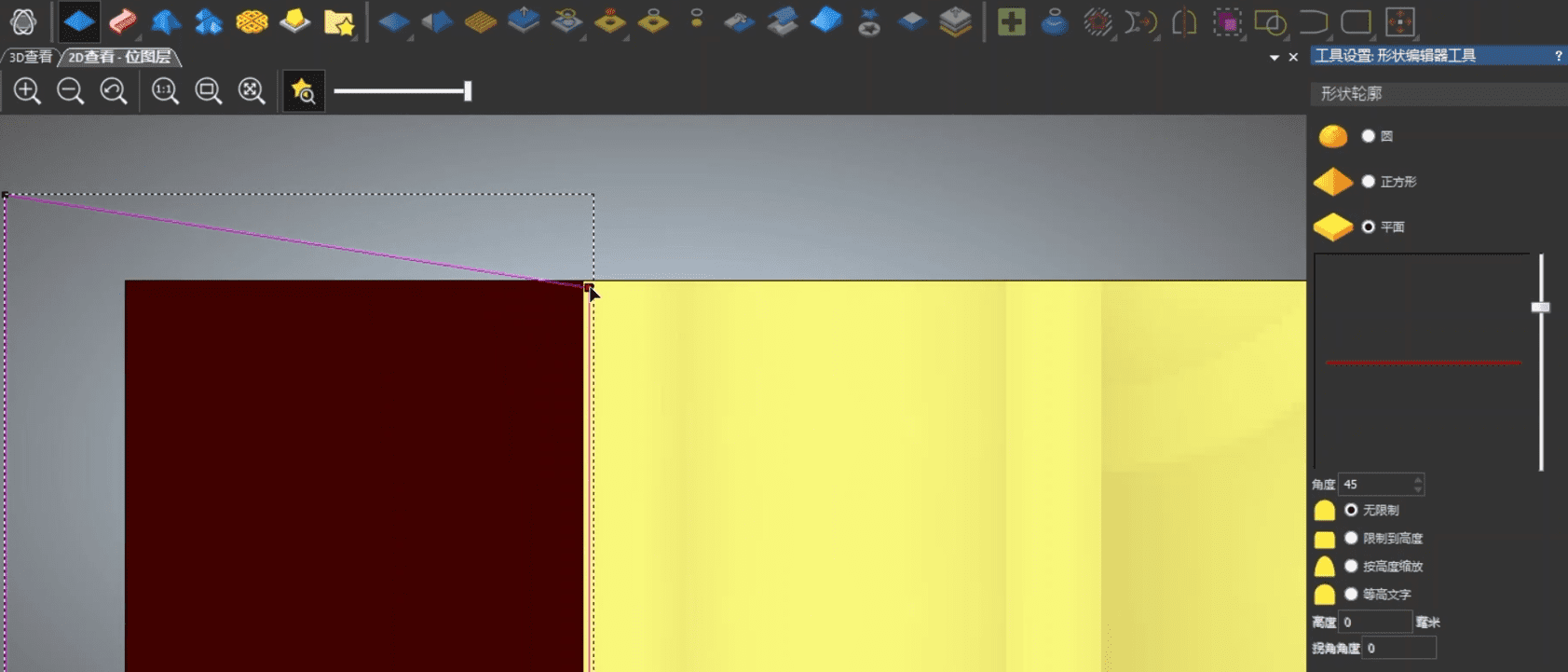
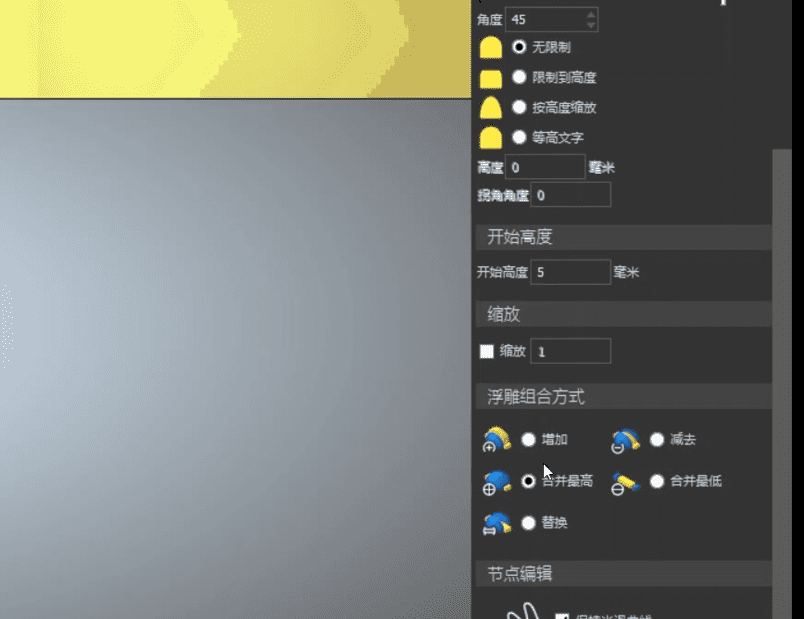
10.选择矩形为浮雕两端绘画连接柱,设置开始高度(这里是半径)合并到最高后生成
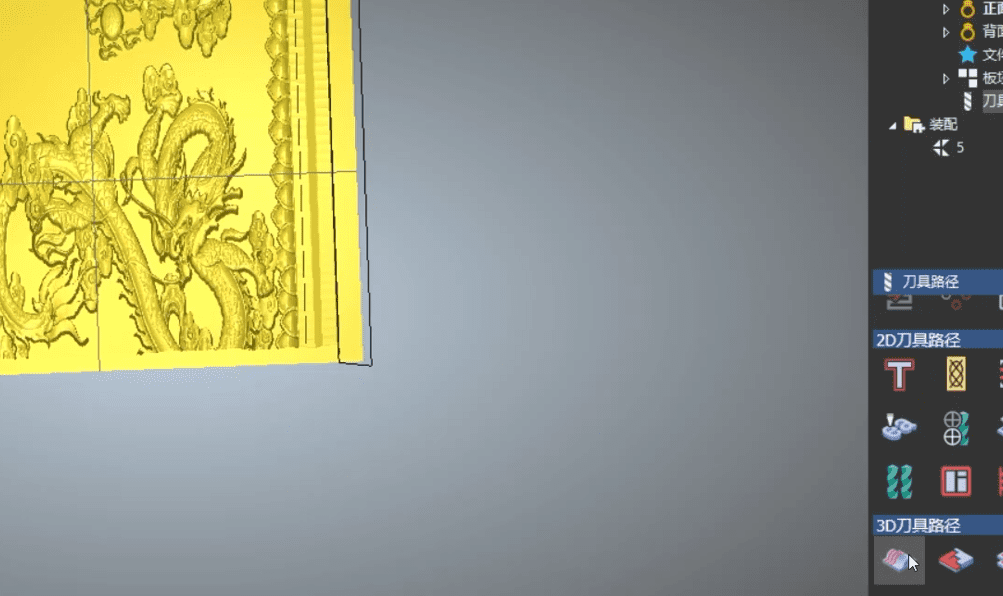
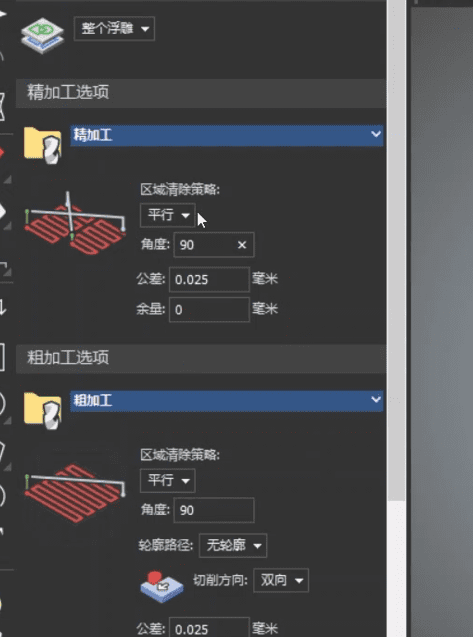
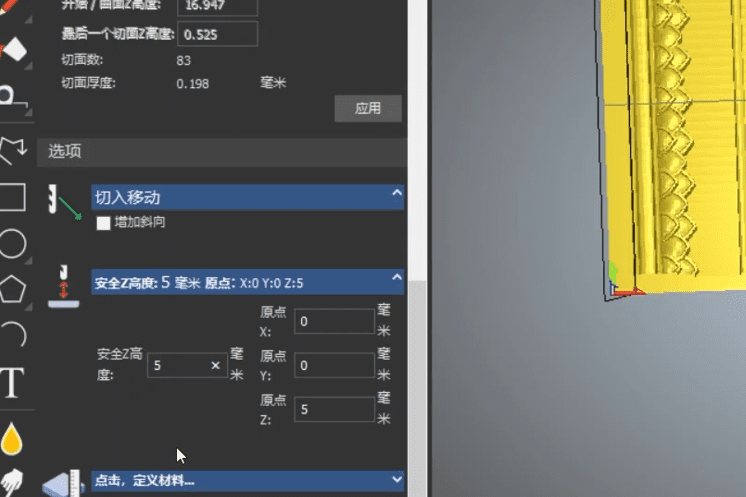
11.右键刀具路径,选择3D浮雕路径,选择粗加工和精加工的刀具,根据木头的纹路选择角度,设置安全高度(建议5mm)
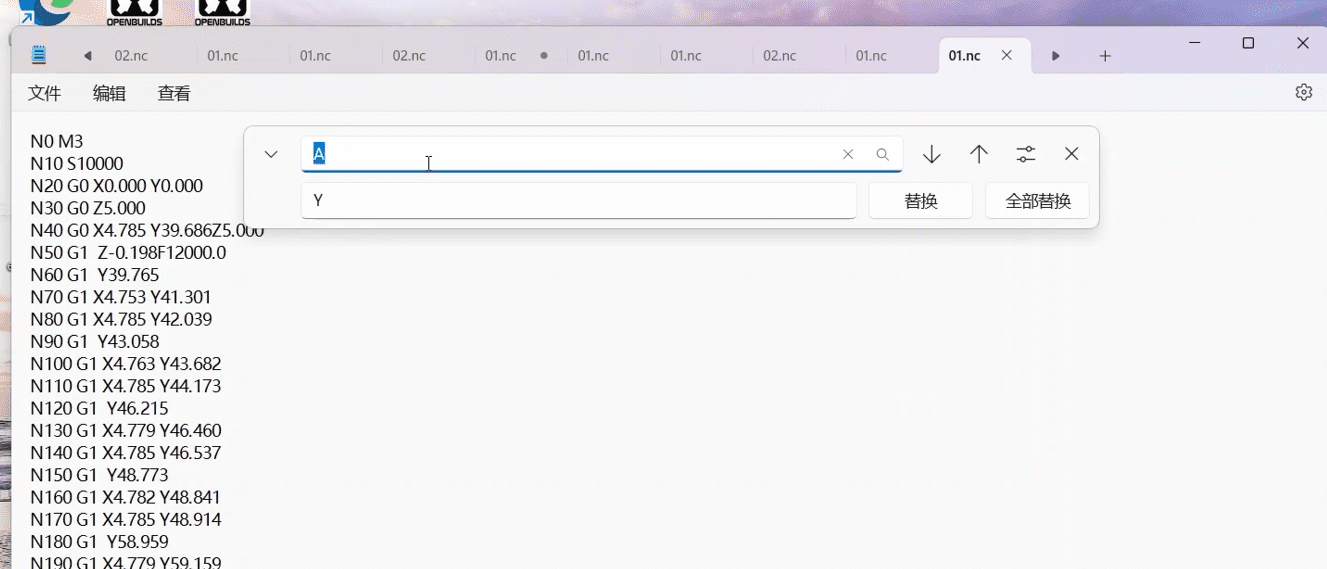
12.保存出去后如果是TTC450的机器横向摆放第四轴则不需要改变G代码,如果是TTC450Pro的机型在屏幕下方有A电机接口,将第四轴的电机线接上去后用记事本打开G代码,将所有的Y替换成A
|