¶ 新手手册(必看)
如果你正准备入门消费级CNC设备——无论是桌面级雕刻机还是小型铣床——掌握一套清晰的操作流程和基础技巧至关重要。它能让你少走弯路,在安全高效的前提下创作出满意的作品。以下是一份系统化的新手学习流程,涵盖从安全准备到独立完成项目的全过程:
¶ 安全防护和设备检查(必须先掌握)
个人安全防护
-
1.操作设备时必须始终佩戴护目镜,防止木屑飞溅入眼
-
2.长发需束起,避免穿戴宽松的服饰或手套避免卷入主轴
-
3.将设备置于通风良好的房间内,避免粉尘堆积(尤其是木头或亚克力等塑料)
设备检查
- 1.执行雕刻任务前,必须检查刀具筒夹是否紧固、材料是否牢靠固定,防止加工过程中因刀具松动引发飞刀或板材位移导致的断刀等风险

- 2.通过控制面板执行设备回零操作,测试各轴限位开关能否正常触发;手动启动主轴并测试其运行状态是否正常
- 3.须确保设备行程范围内无异物存在,避免运行期间发生碰撞导致设备受损
¶ 软件与文件后处理
编程软件以及文件格式
- 1.cnc常用的文件格式为,
SVG(矢量图) DXF(CAD) STL(三维图形) - 2.常见编程软件:
免费:Kiri Moto,FreeCAD(CAM)等
付费:Easel,Fusion360(教育版),Carveco等 - 3.推荐免费工具组合:Inkscape(矢量设计)、FreeCAD(3D建模+CAM)
- 4.后处理器的选择
在处理文件时,在后处理器库中选择GRBL后处理器或者Easel的G代码就即可
生成G代码
- 建议使用配套软件(如FreeCAD、Easel)导入模型,设置参数须遵循主轴转速、设备雕刻速度及刀具类型的协同匹配原则。以下是标配机型雕刻木材时常用的参数设置如下:
- 编程完成后可以先在软件中模拟仿真一遍刀路运行,看看是否运行是否正常
- 然后导出G代码文件到TF卡中或者通过控制软件传输到机器中
¶ 机器操作步骤
坐标设定(工件零点)
- 分中法:
- 将矩形板材水平安装固定后:
- 移动刀具至板材一侧边缘。
- 执行当前位置坐标清零操作。,
- 沿反方向移动刀具,直至接触板材另一侧边缘。
- 记录当前坐标值。
- 板材中心点坐标 = 记录值 / 2 - 刀具半径
单边定位法
- 将刀具移动到左下角定位即可,适合使用不规则的物料或者有足够材料盈余的板材
对刀(Z轴零点)
- 自动对刀
使用对刀块,将机器的XY移动到需要工作的位置上,将对刀块放置在刀具底下清零XY坐标后点击屏幕工具选项中的Z-Probe后,等待对刀自动完成后,去除对刀块后点击文件开始雕刻即可 - 手动对刀
在屏幕上手动移动机器到想要开始工作的点位,然后手动操作Z轴让刀尖接触到材料表面后,点击坐标清零后定位完成,点击文件雕刻即可
试运行与首件测试
-
试运行
可以将机器的Z轴抬高,使其不接触木材运行文件空跑一段时间看看是否正常运行 -
首件测试
可以先找一块边角料运行雕刻一部分,观察切削效果,如果效果不理想,则说明参数可能不适合,需要在编程软件中重新设置参数
¶ 常见问题和刀具选择
1.刀具的选择
- 开粗:用平底铣刀(如直径6mm)快速去除余量
- 精修:球头刀处理曲面,小直径立铣刀清角(如直径2mm)
- 剪切:使用3.175双刃或3刃铣刀效果较佳
- 掏空凹槽:使用4-6mm的双刃或3刃铣刀效率会更高
- 刻字:使用3.175尖刀或者V形铣刀效果最佳
- 亚克力等塑料:使用单刃螺旋铣刀不易沾刀,同时注意散热即可
- 软金属(铜/铝):使用带涂层或者刀刃淬火的3刃螺旋铣刀
2.常见的问题
- 1.切削噪音大,以及刀具震颤,则代表下切过深需要降低每一次下切的深度以及进给速度
- 2.材料有烧焦味或者有摩擦的痕迹,需要增加一些进给速度,或者增加冷却
- 3.材料切口过多毛刺,则需要检查铣刀刀刃是否有磨损导致无法有效切削
3.设备维护
- 每日:当雕刻任务结束后,如果没有下一个项目运行时,可以清理一下机器上散落的灰尘,以及各丝杆上的木屑保证机器的运行状态良好
- 每月:每月检查一下各轴电机联轴器固定螺丝是否有松动的迹象,型材连接处固定螺丝是否牢固
¶ 新手进阶练习
提示:消费级CNC精度通常在±0.1mm,避免设计过于复杂的细节。首次加工务必全程监护,逐步提升难度
1. 新手:雕刻文字/简单2D图案(如名牌),材料选用松木或PVC板等容易操作的材料。

|
2. 熟练:曲面浮雕(如徽章,图片等),练习粗加工和精加工的过程

|
3. 进阶:设计开槽拼装结构(如手机支架,桌凳),学习精确尺寸控制,装配细节等


¶ 结尾
本手册提供 CNC 机型的通用操作流程。如需更详细的使用说明,请在 Wiki 中查阅对应机型的导航指南。其中,“快速入门”章节提供了详细的初次使用步骤,助您高效启动首个雕刻项目。
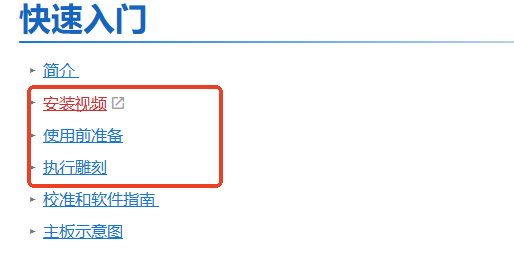
|