¶ F65A Spindle 450Ultra Installation Tutorial
This tutorial mainly explains how to install the F65A spindle on the TTC450Ultra model. You can either follow the tutorial to install it or watch the tutorial video provided below.
¶ Hardware installation
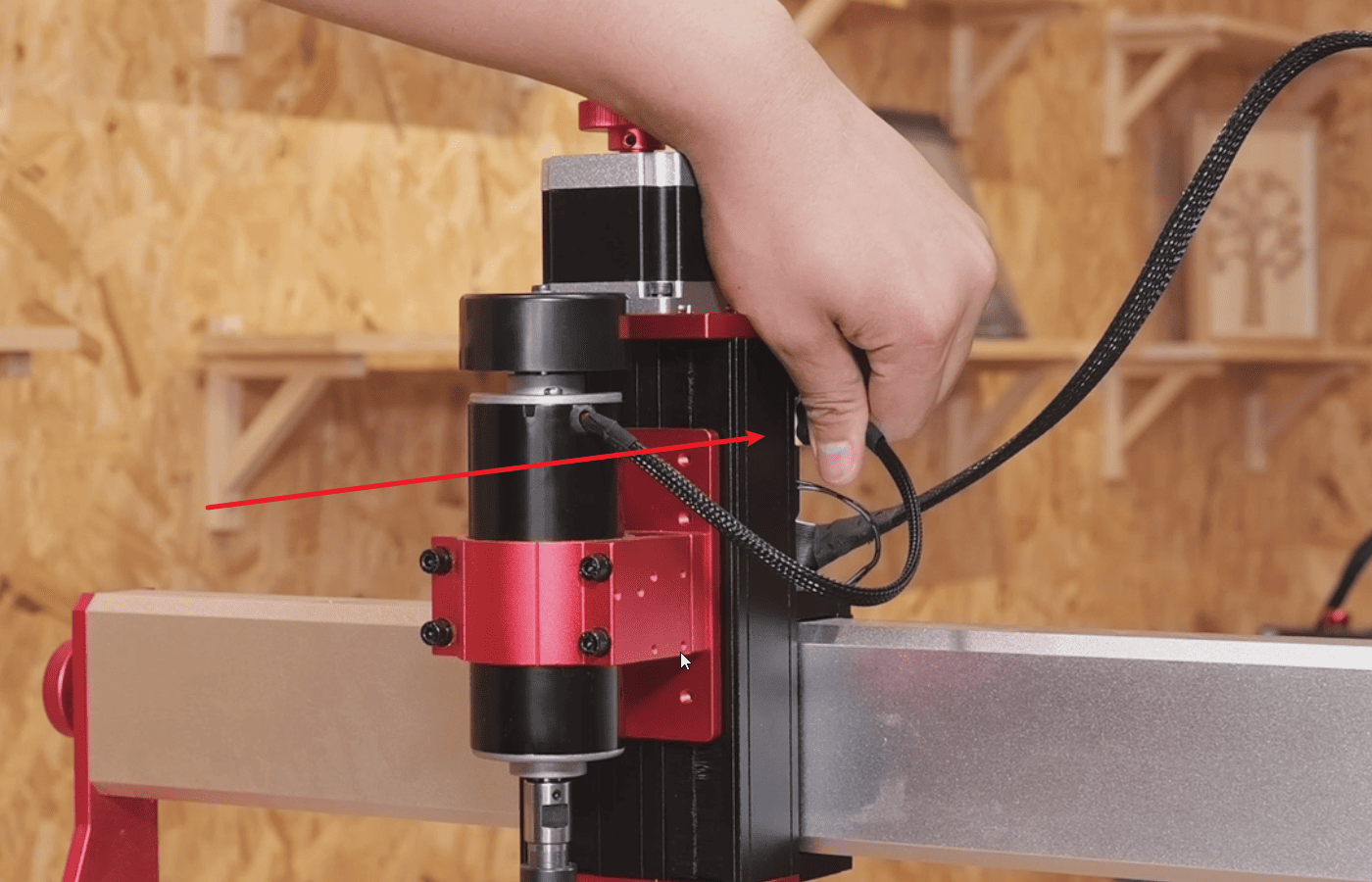
1.Remove the power supply line of the spindle, then loosen the fixing screws of the spindle fixture and remove the fixture.
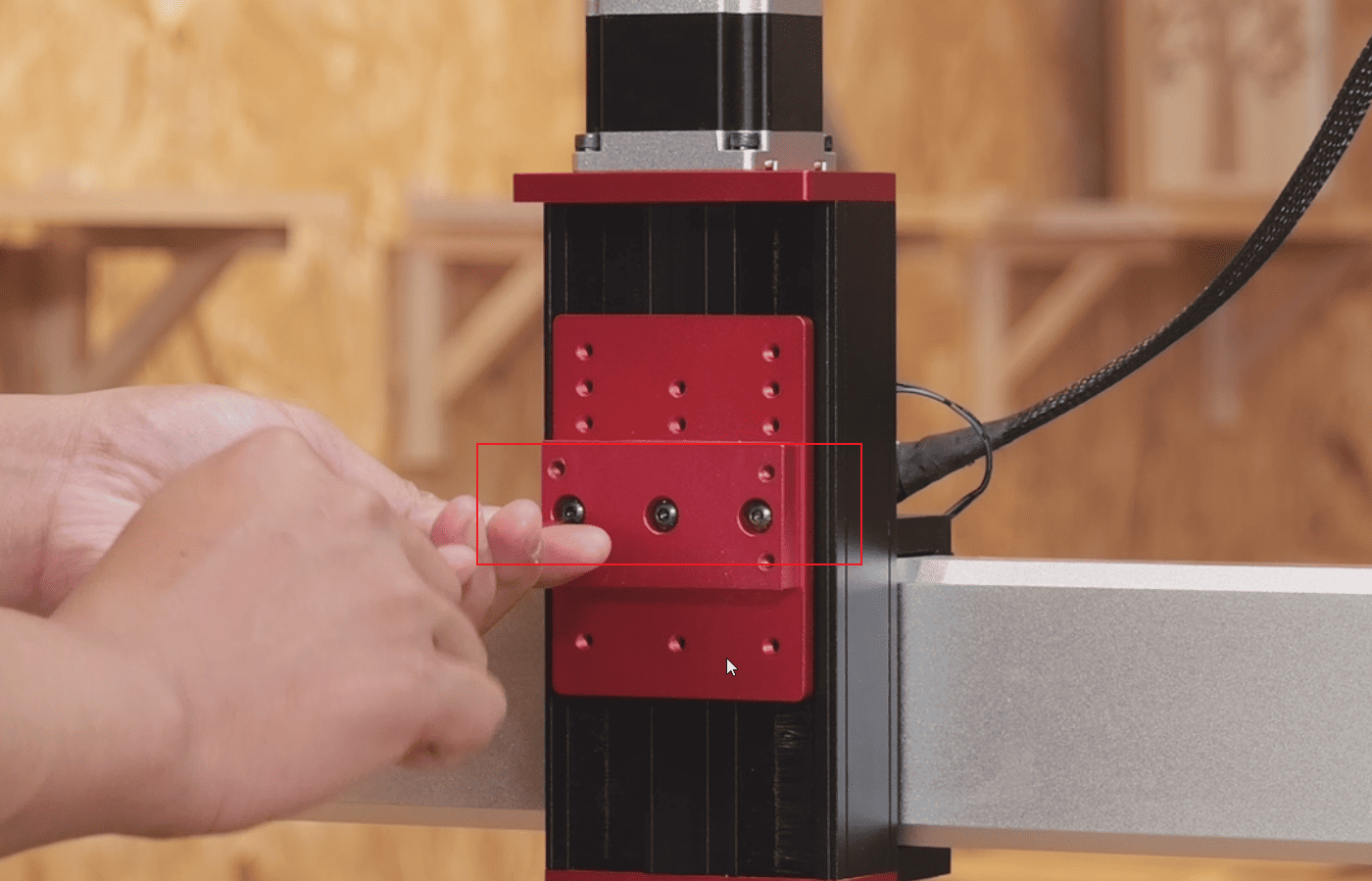
2.Remove the adapter plate on the Z-axis slide and follow the base of the F65A spindle.
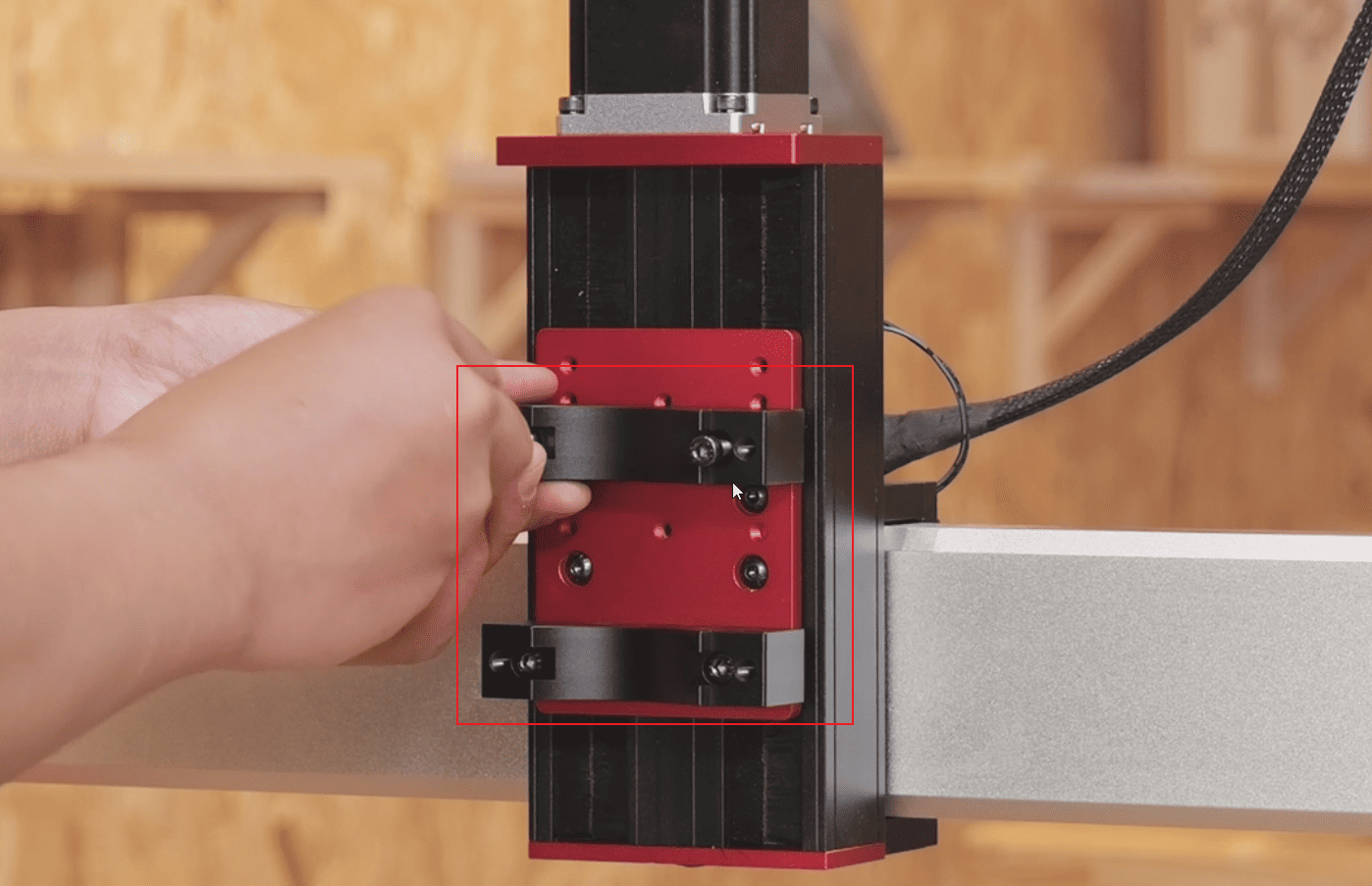
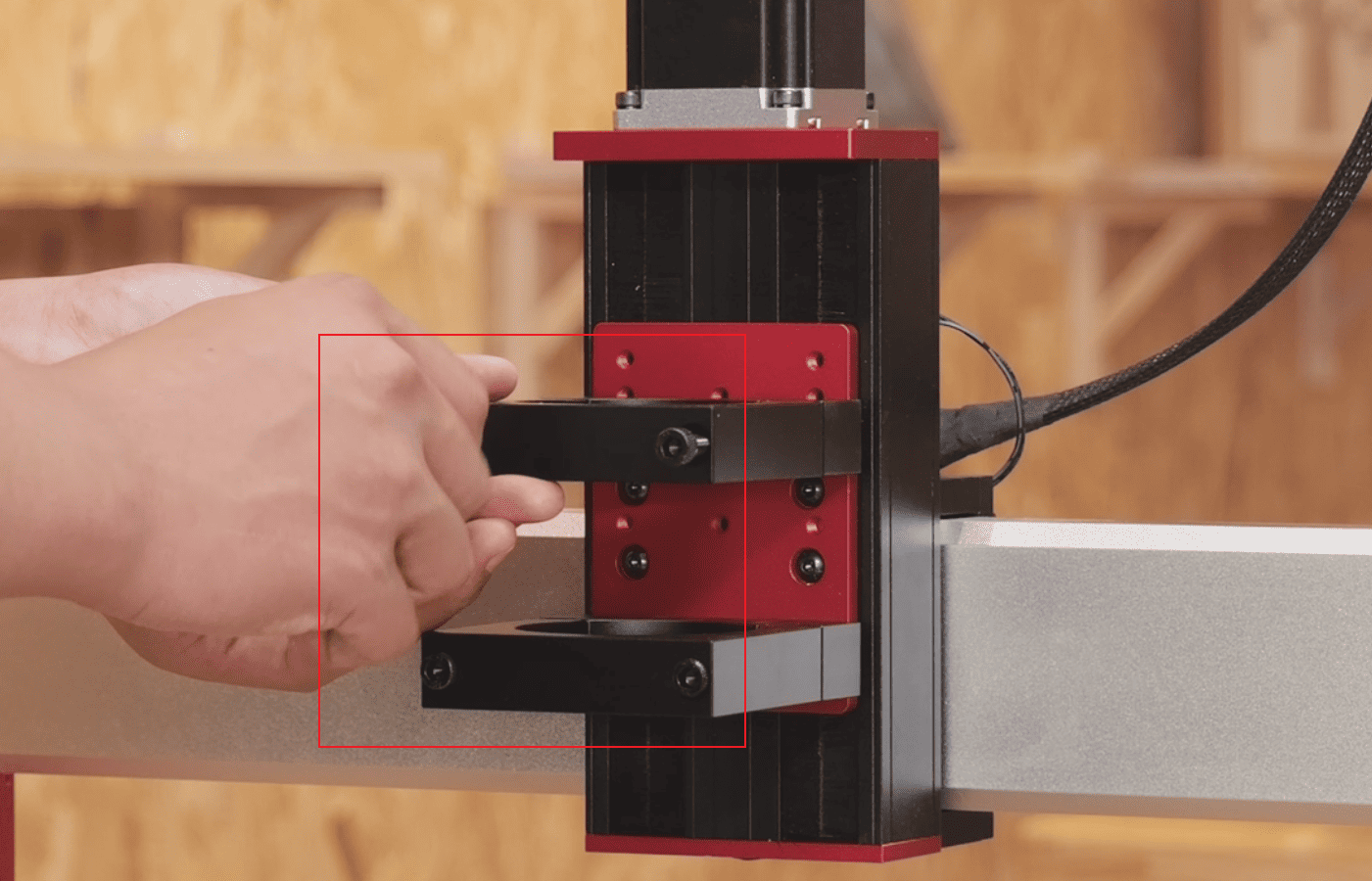
3.Pre-lock the pressure plate of the F65A spindle onto the base.(Note: Do not tighten yet),Then insert the main shaft into the fixture.
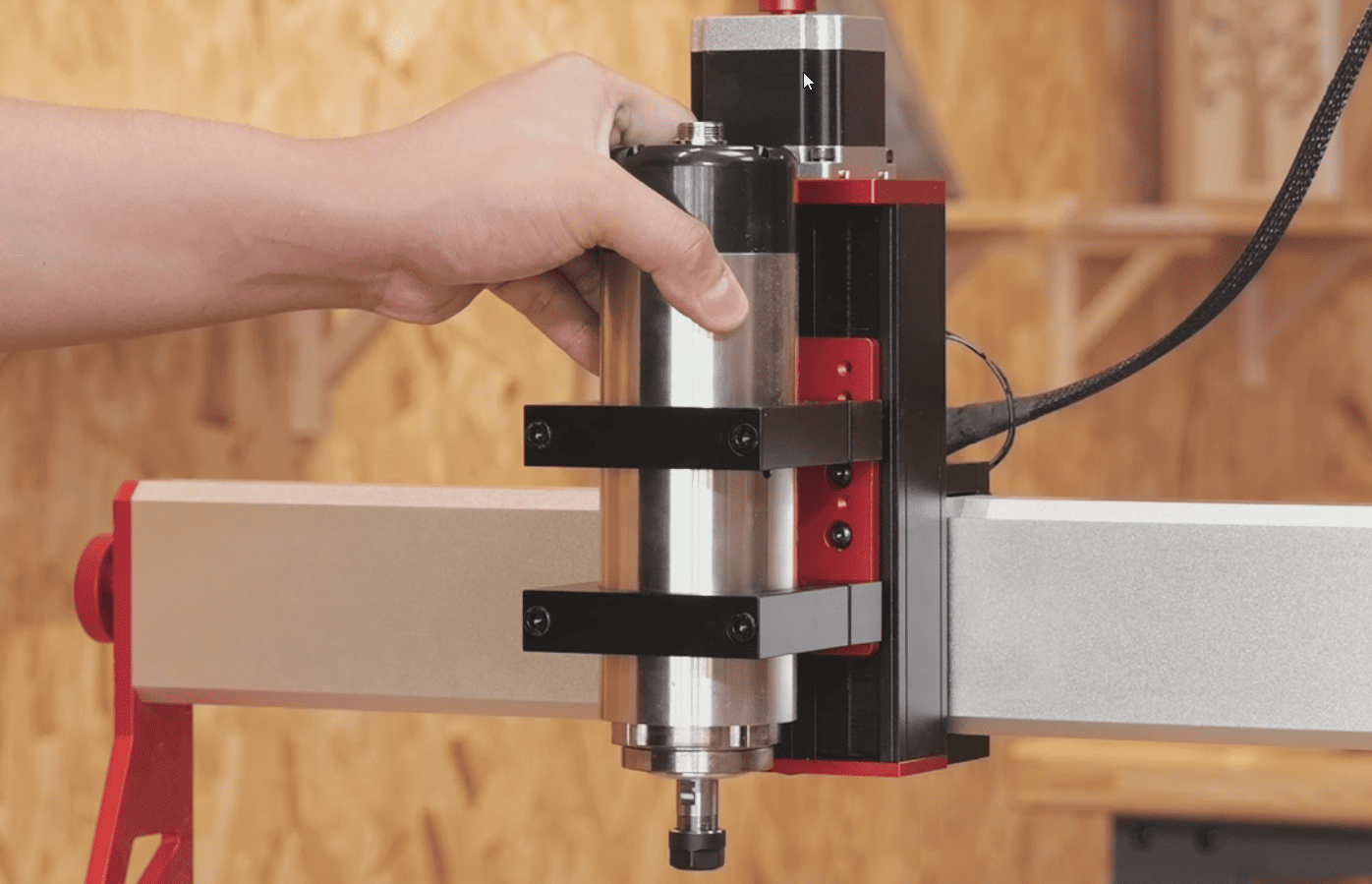
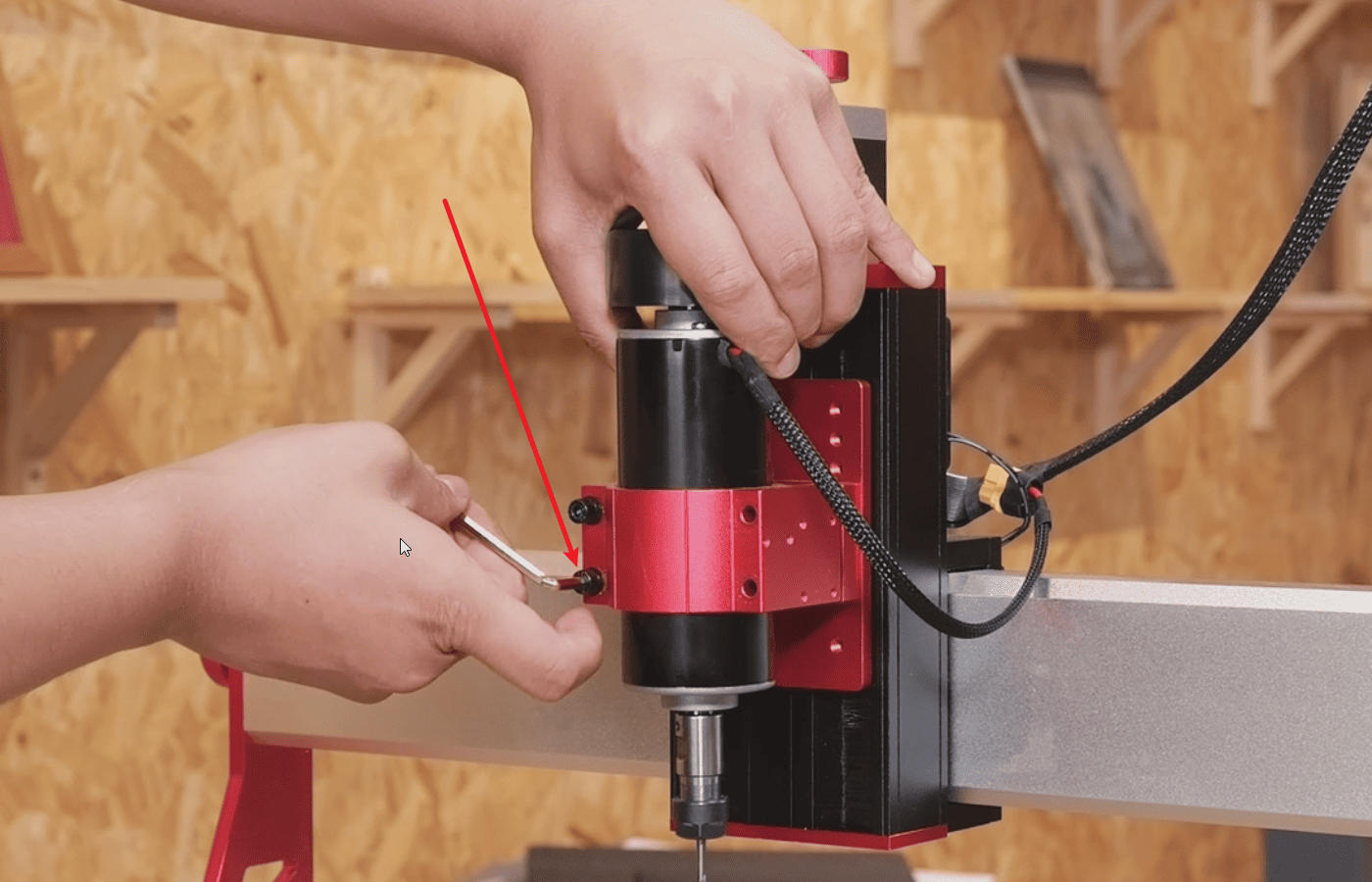
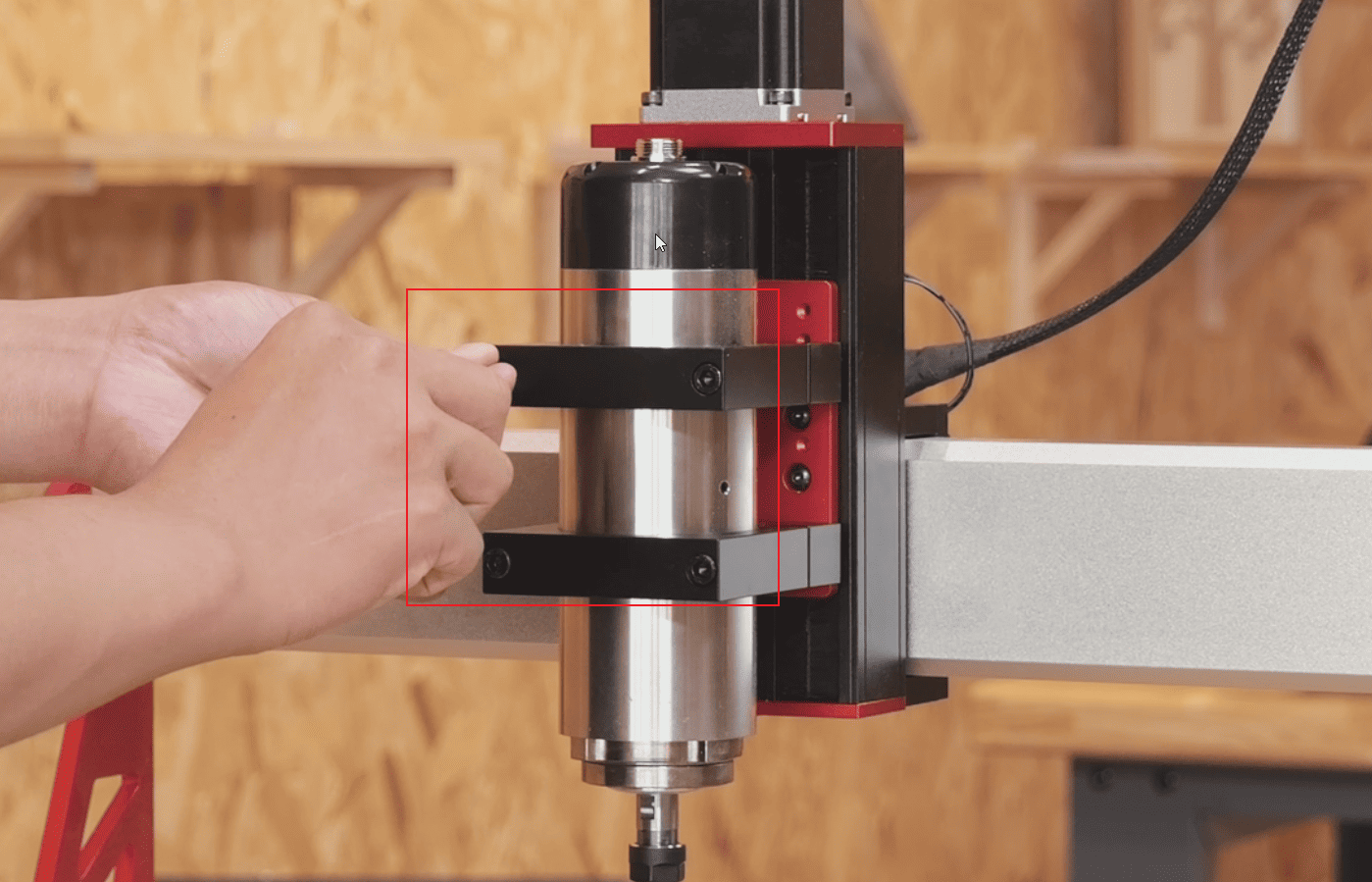
4.After the main shaft passes through, all the clamping screws of the fixture can be tightened to complete the hardware installation.
|
¶ Cabling installation
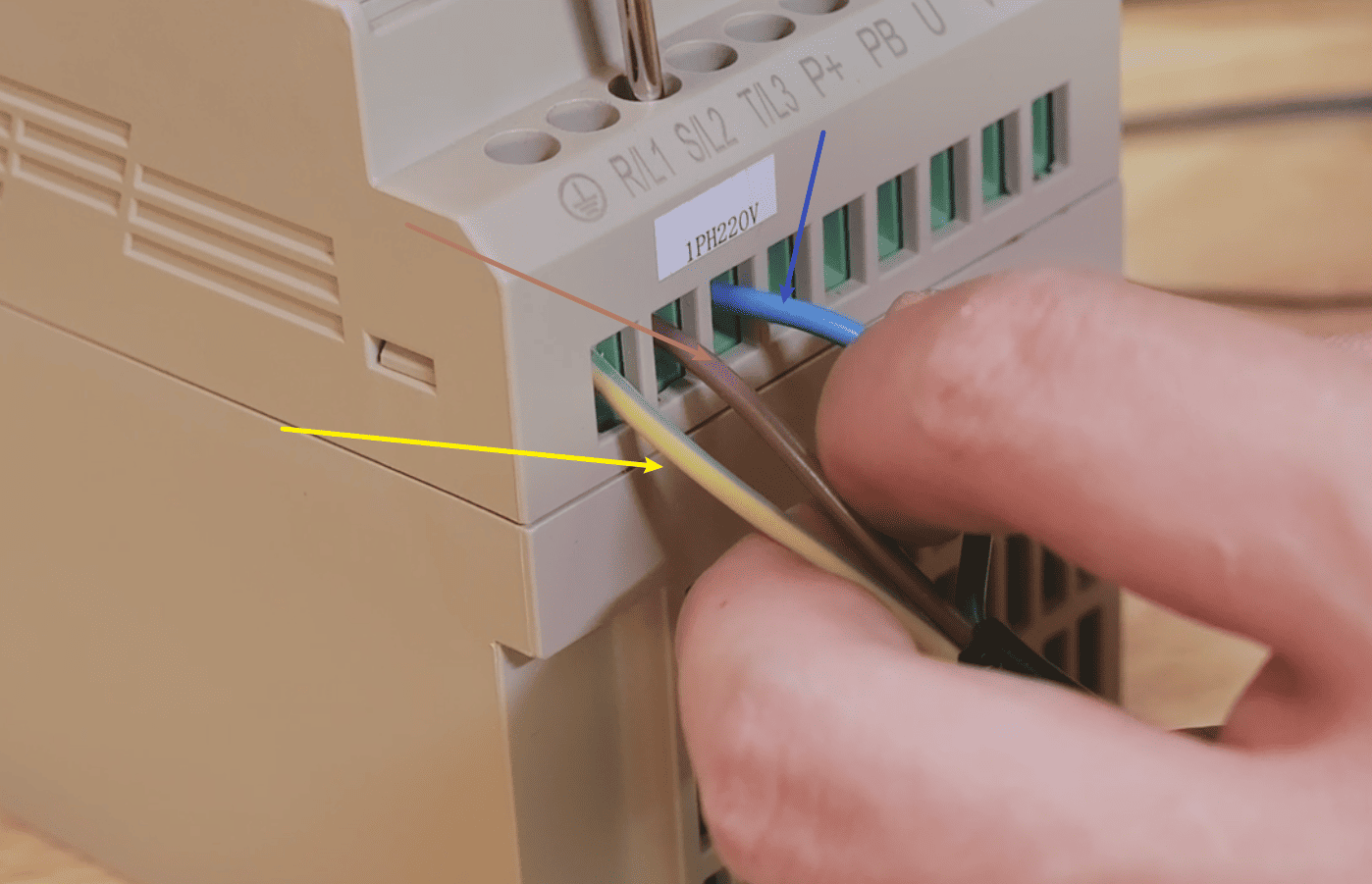
1.There are a total of three wires for the power supply. The yellow one is the ground wire. Connect it to the ground interface according to the ground wire marking. The remaining two wires, without any polarity distinction, can be directly connected to the R/L1 and S/L2 interfaces respectively.
|
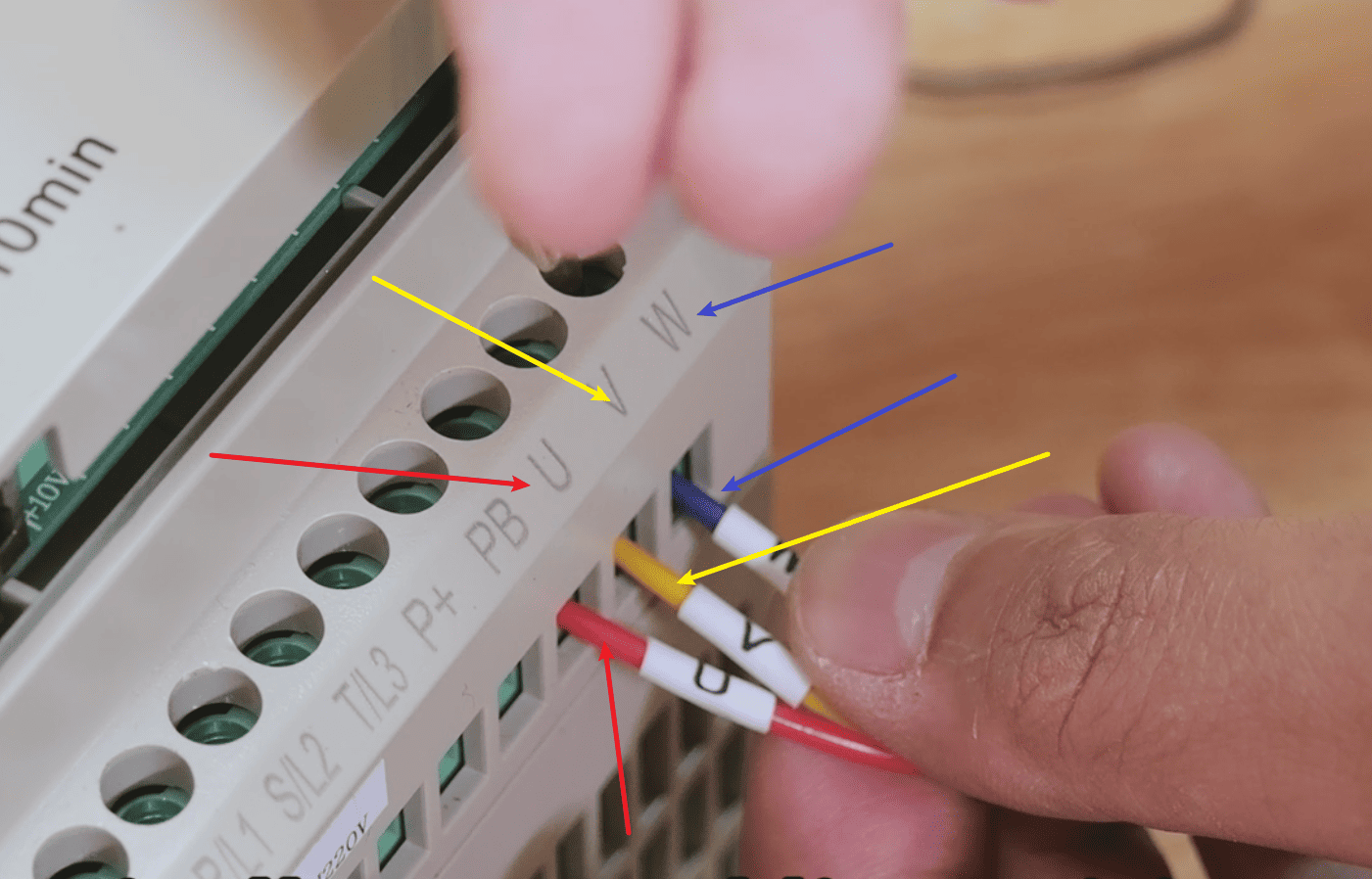
2.The main shaft control lines consist of three, namely U-V-W. The wire harness is marked with lines and can be simply connected to the corresponding interface of the frequency converter.
|
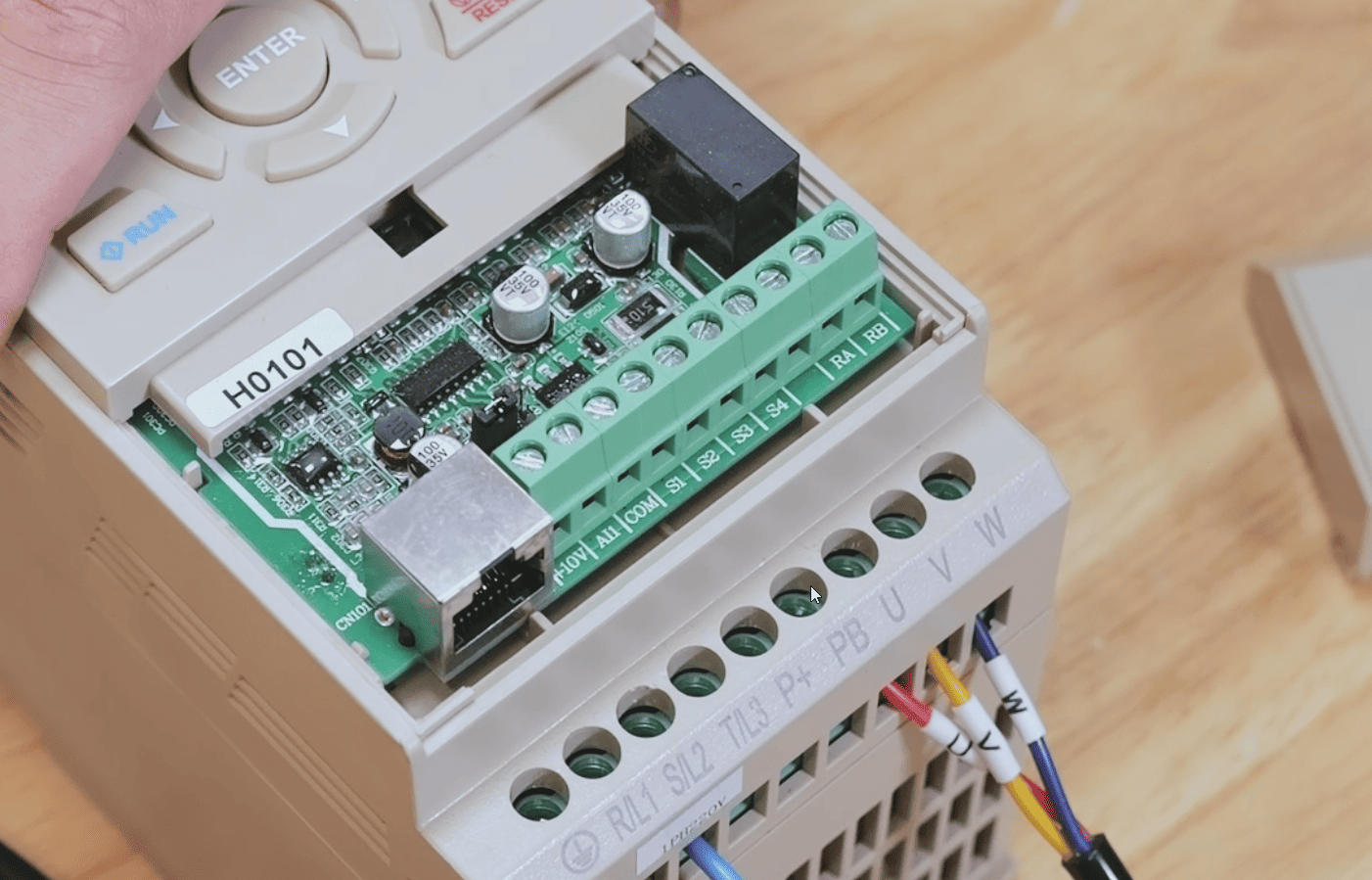
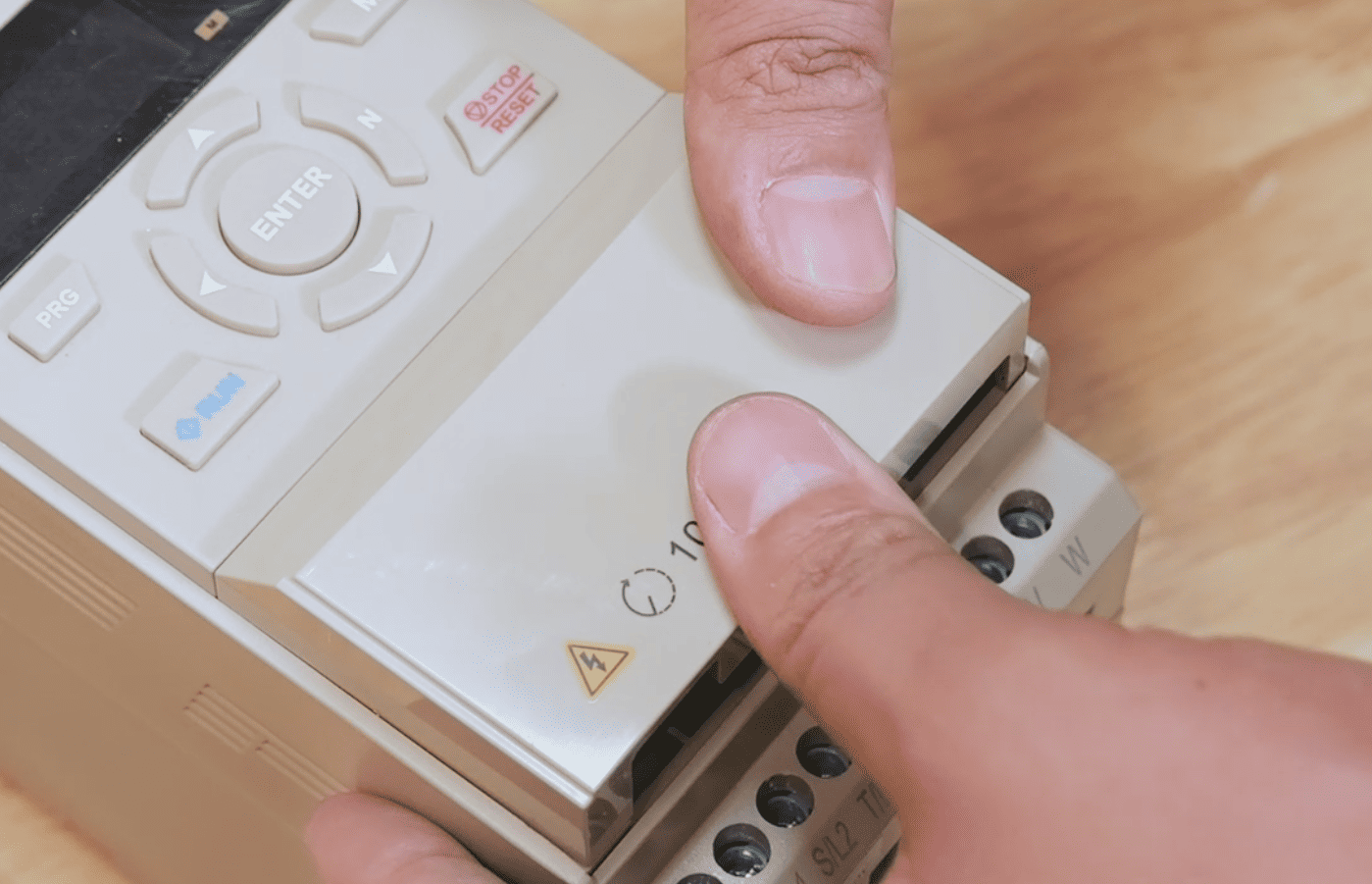
3.Open the cover of the frequency converter and locate the AVI and COM interfaces.
|
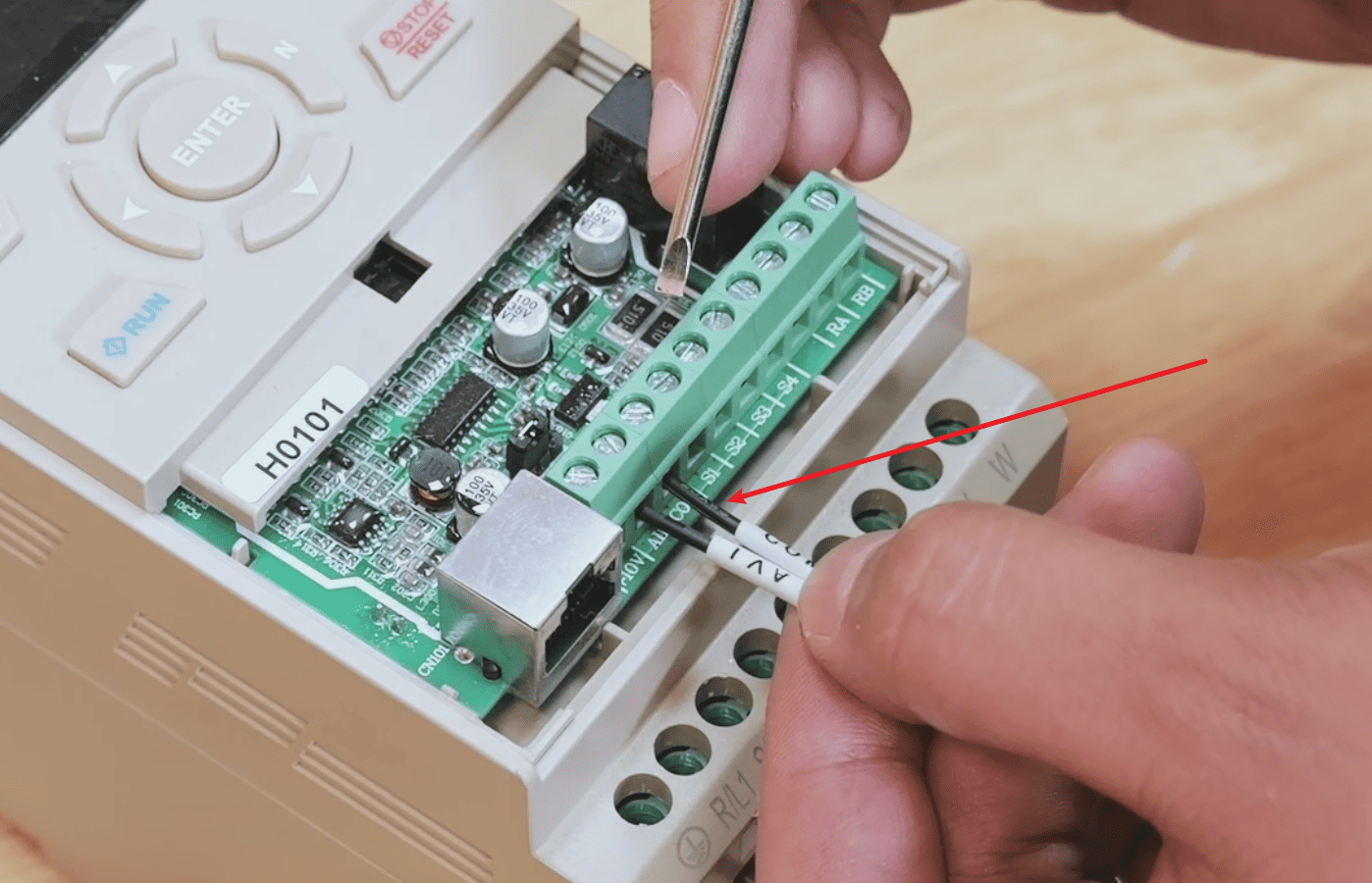
4.Connect the AVI and COM lines of the frequency conversion control cable to the corresponding interfaces.
|
5.Re-close the upper cover of the frequency converter
|
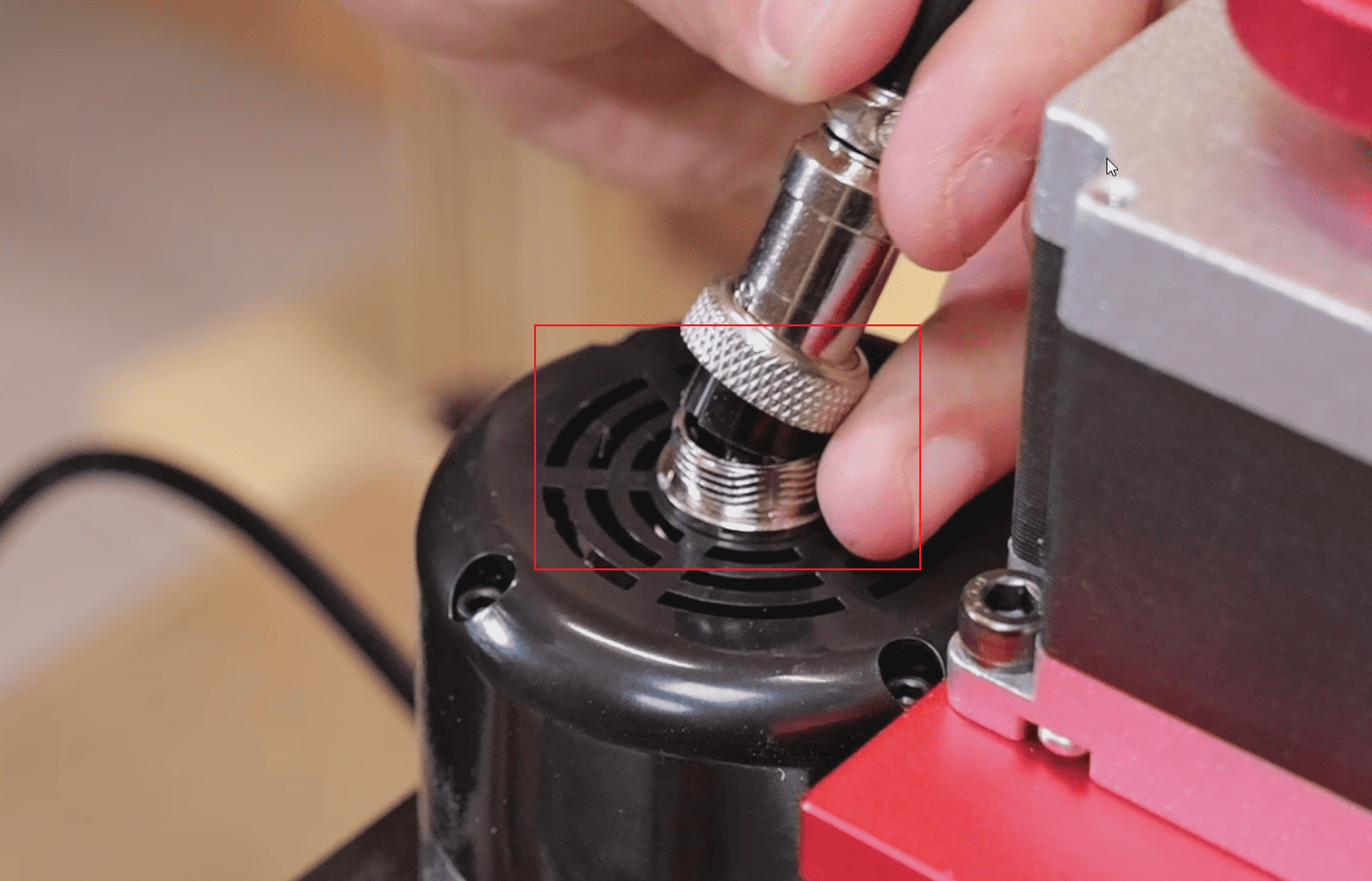
6.Connect the other end of the spindle control cable to the aviation connector and secure the aviation connector with the fixing nut that fastens the spindle.
|
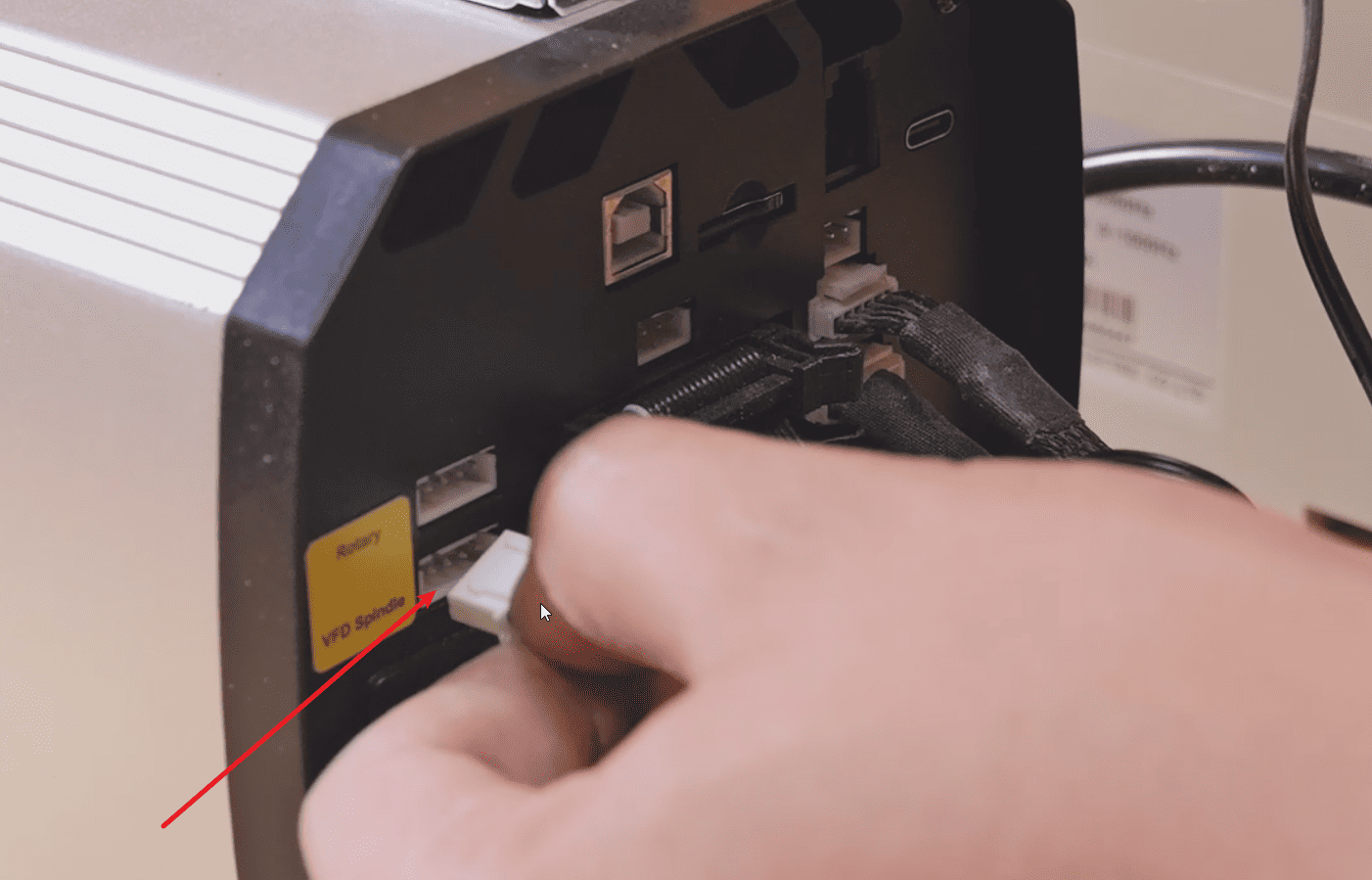
8.Just connect the frequency control line to the VDF interface of the machine control box, and all the wiring can be completed.
|
¶ Start the main shaft
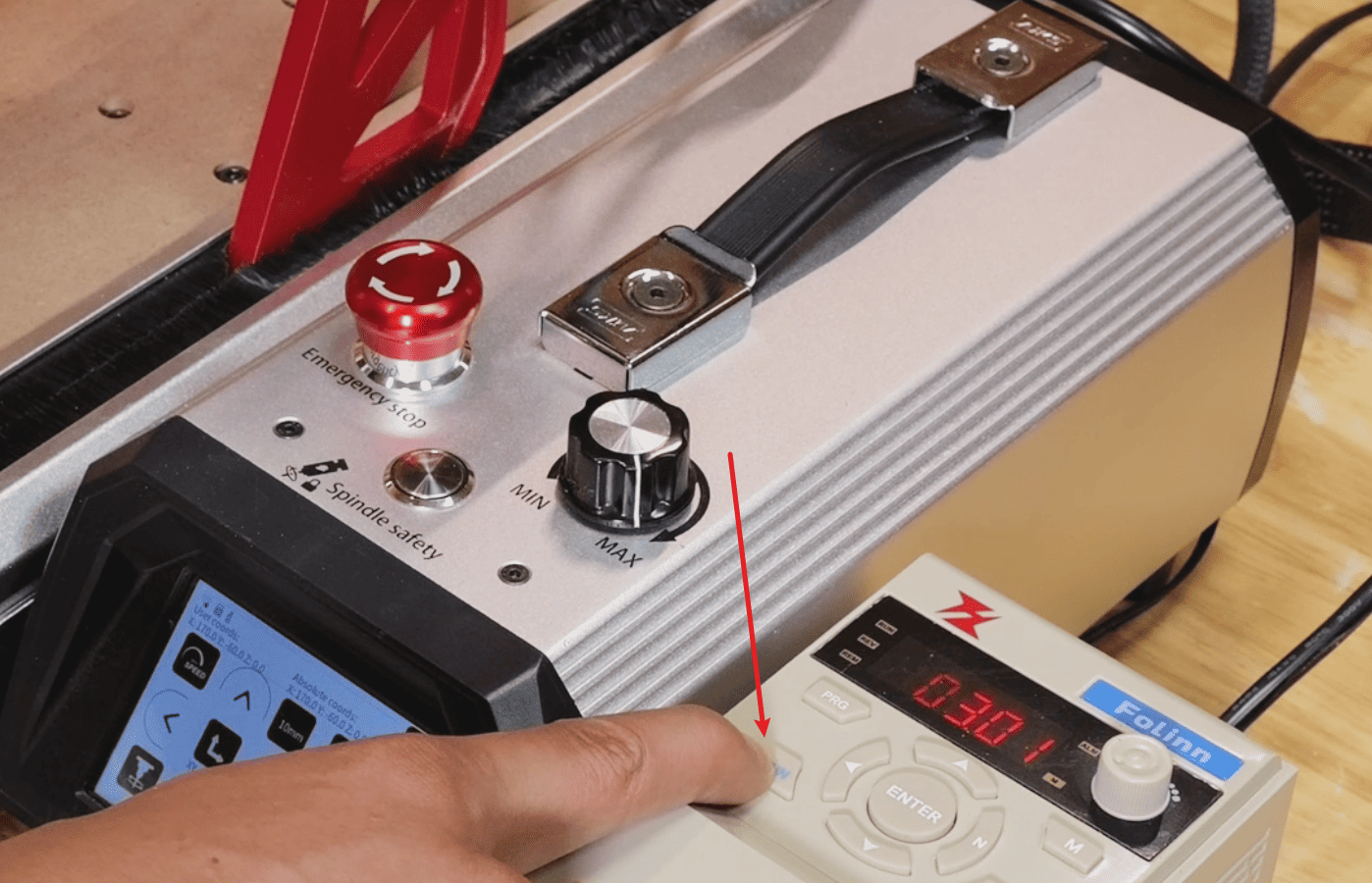
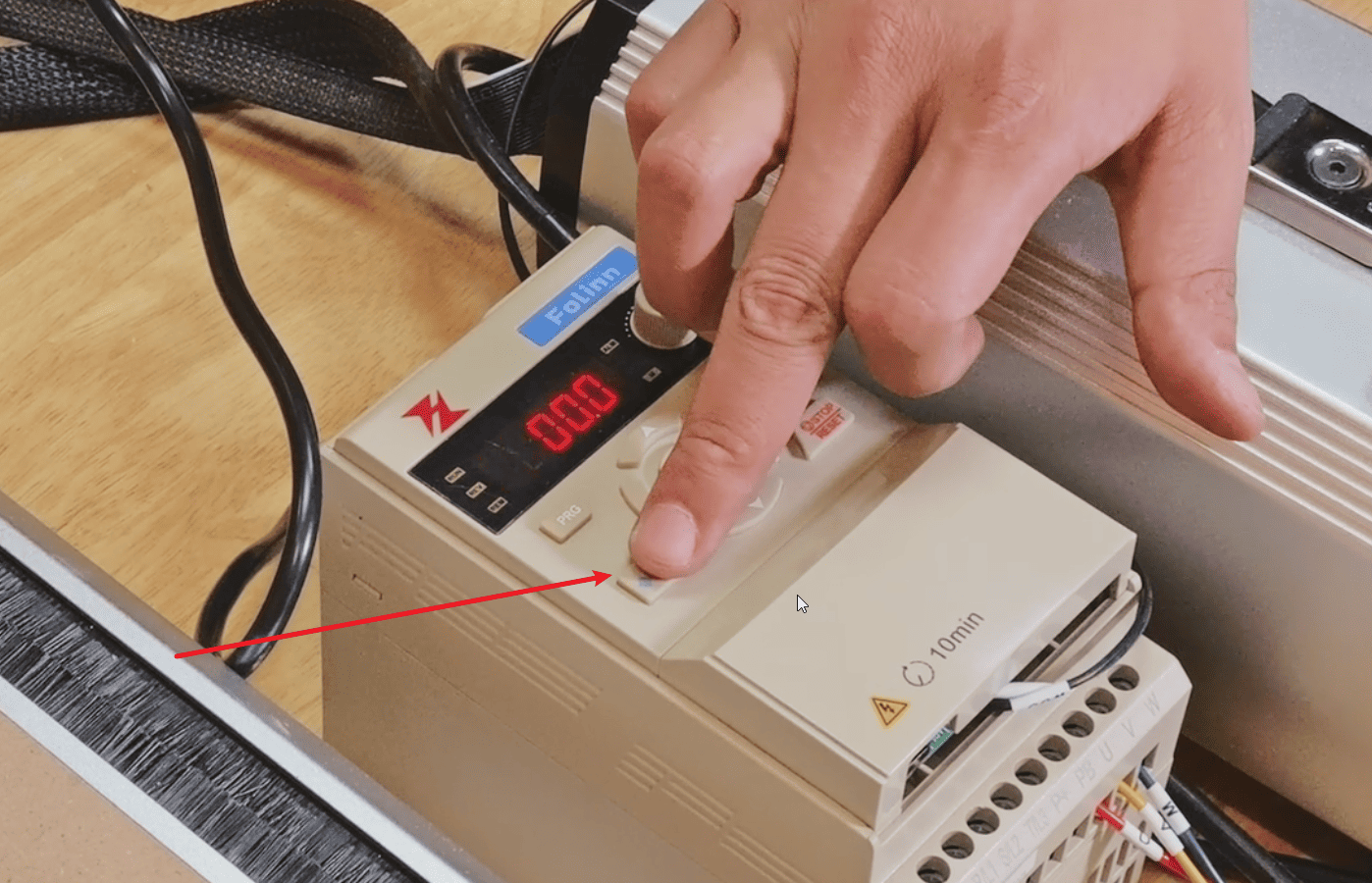
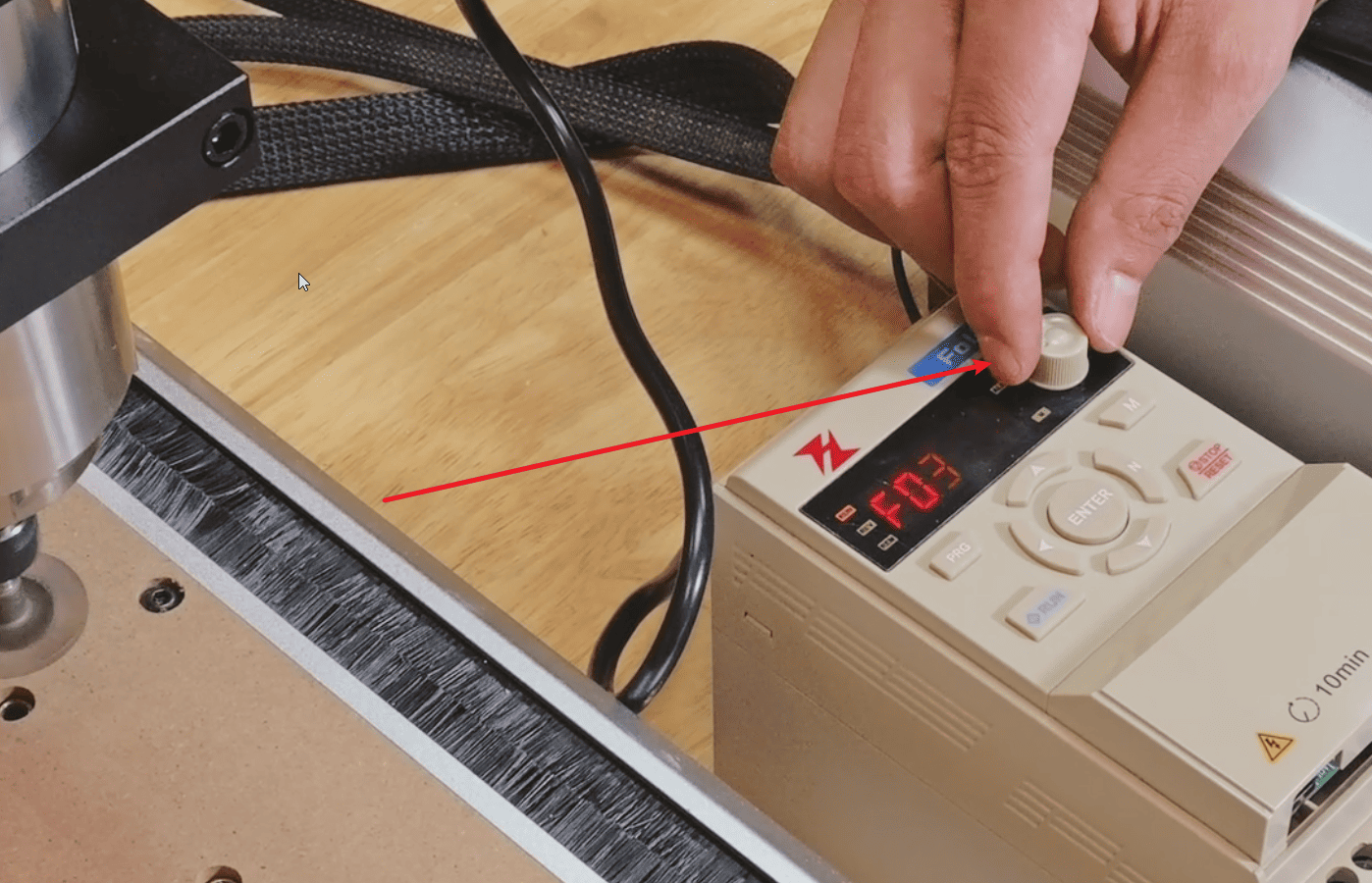
The F65A spindle has two startup methods: manual spindle startup and screen-based startup. However, in both cases, the “RUN” button on the frequency converter must be pressed before starting.
¶ Manual start-up
1.Press the RUN button and rotate the speed regulator to adjust the spindle speed.
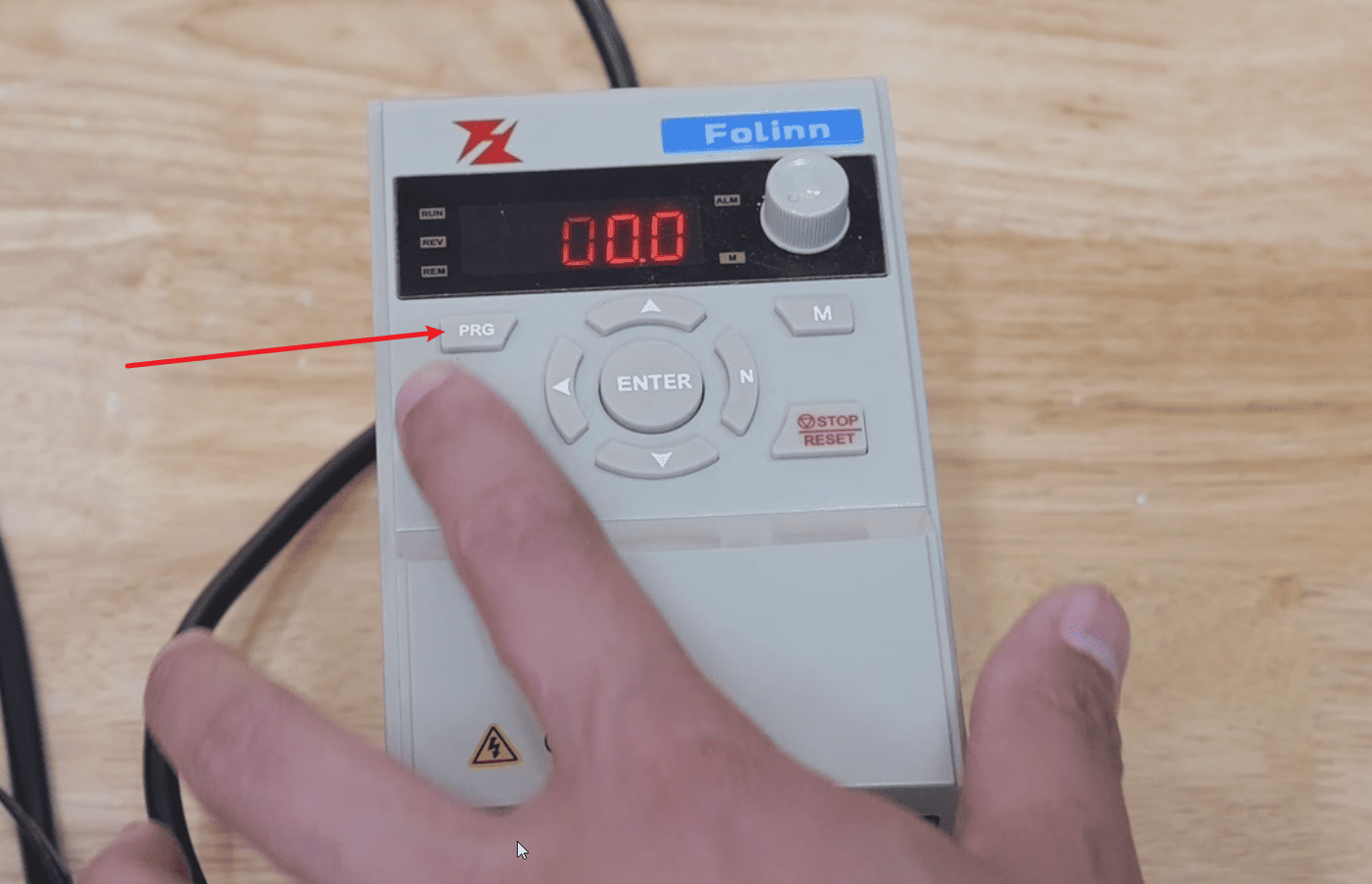
¶ Screen startup
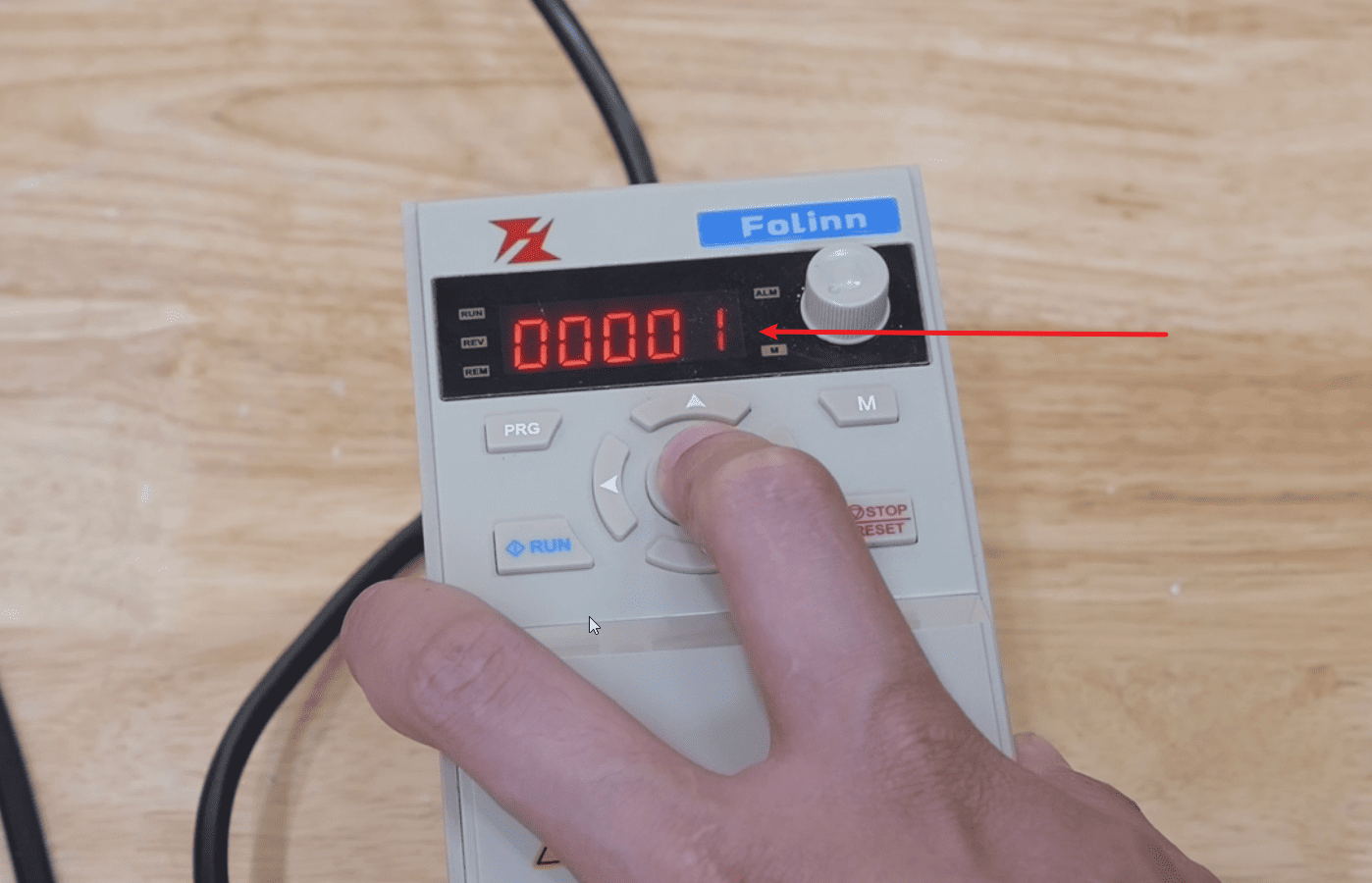
1.Press the PRG button to enter the programming interface and adjust it to P02.10.
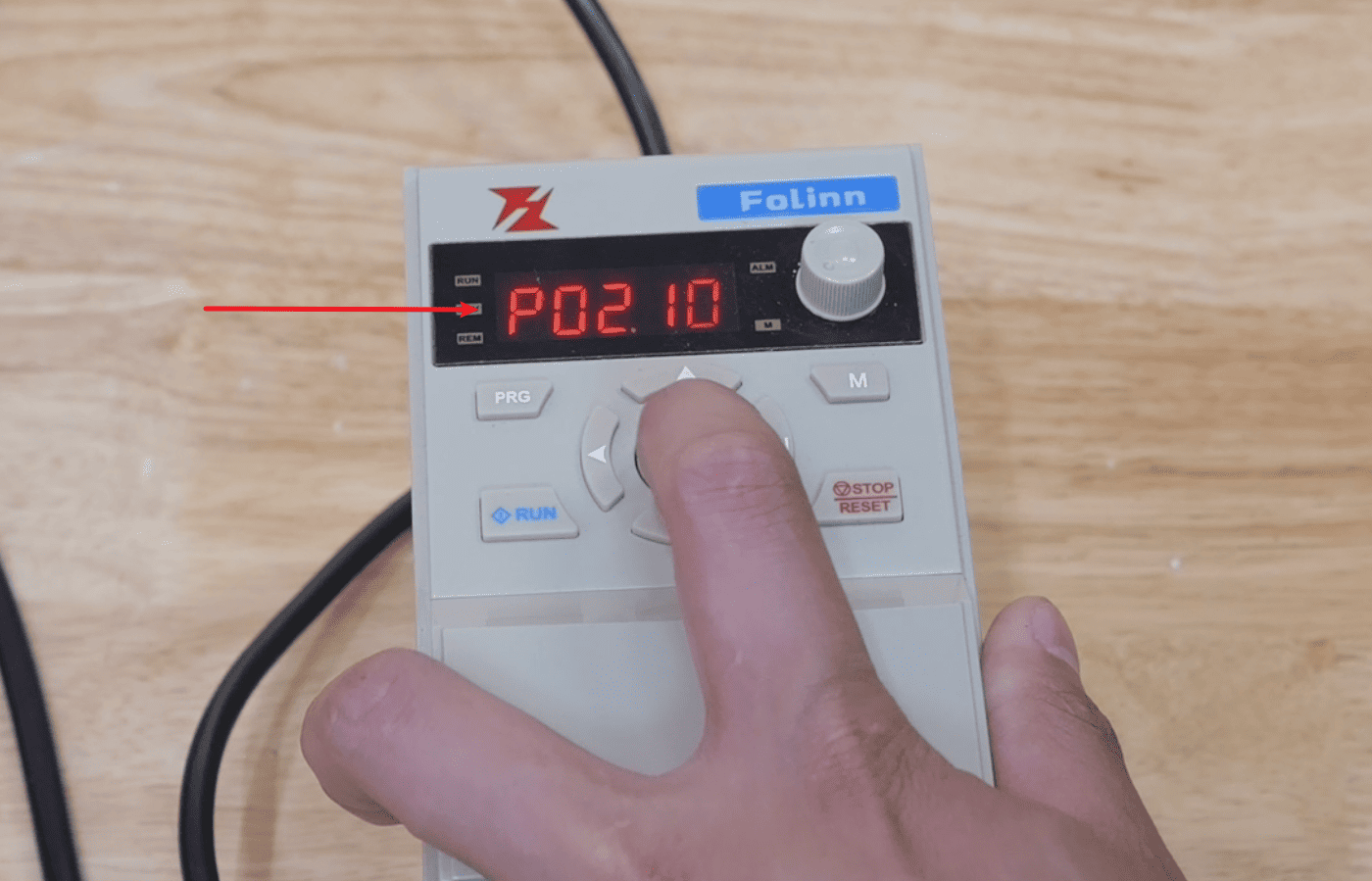
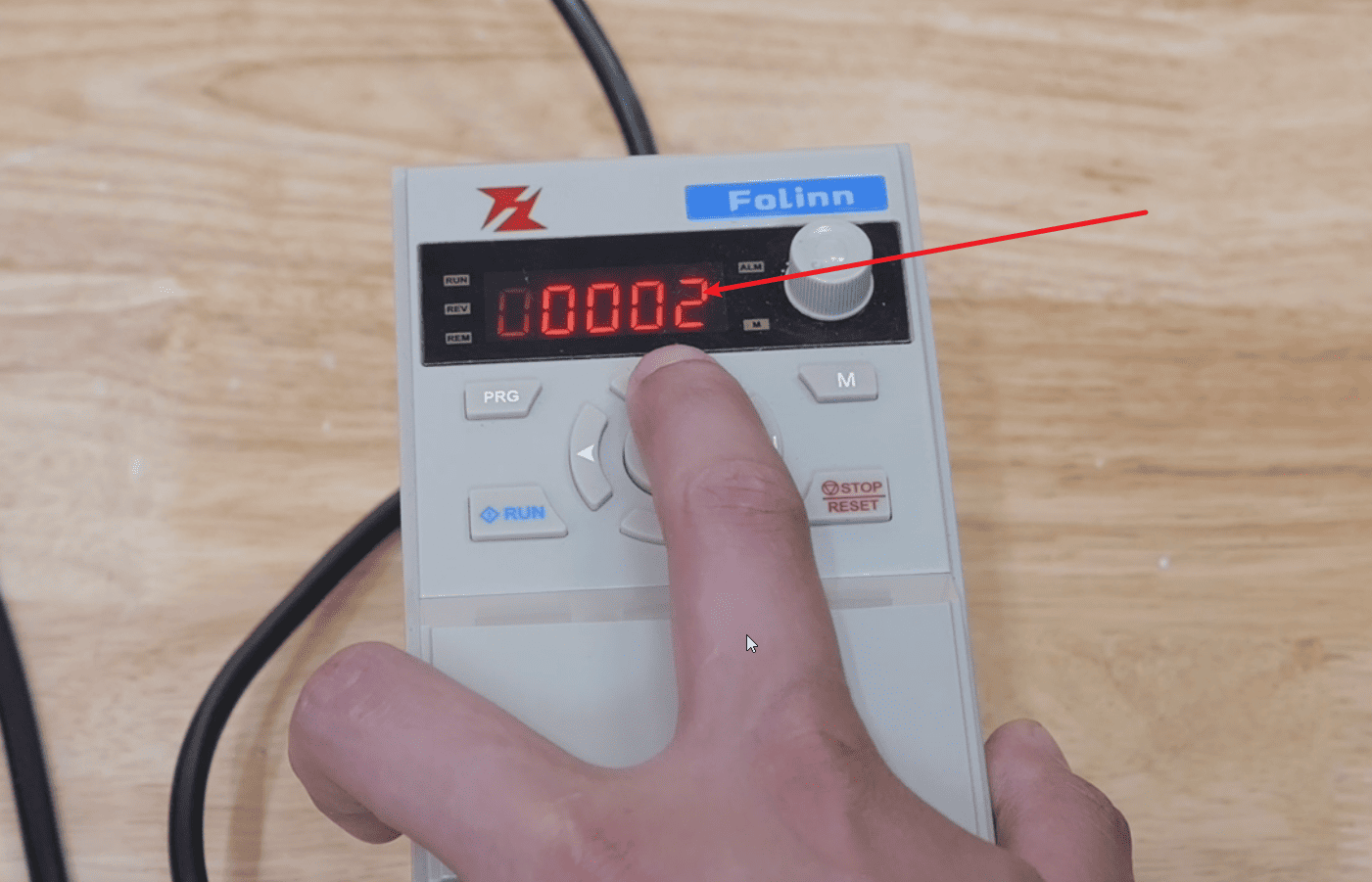
2.Press “ENTEP” to enter the next line and adjust it to 00002.
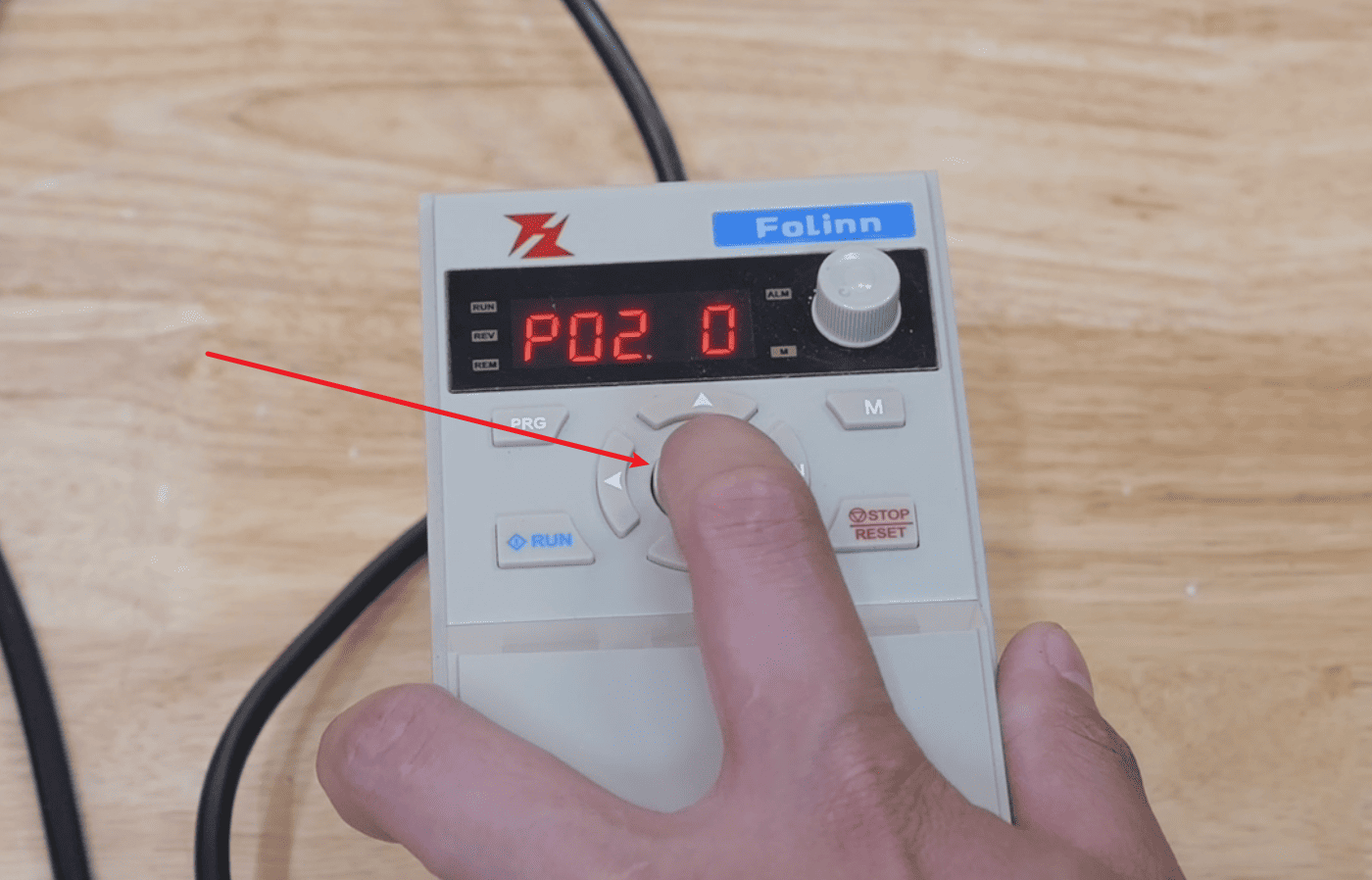
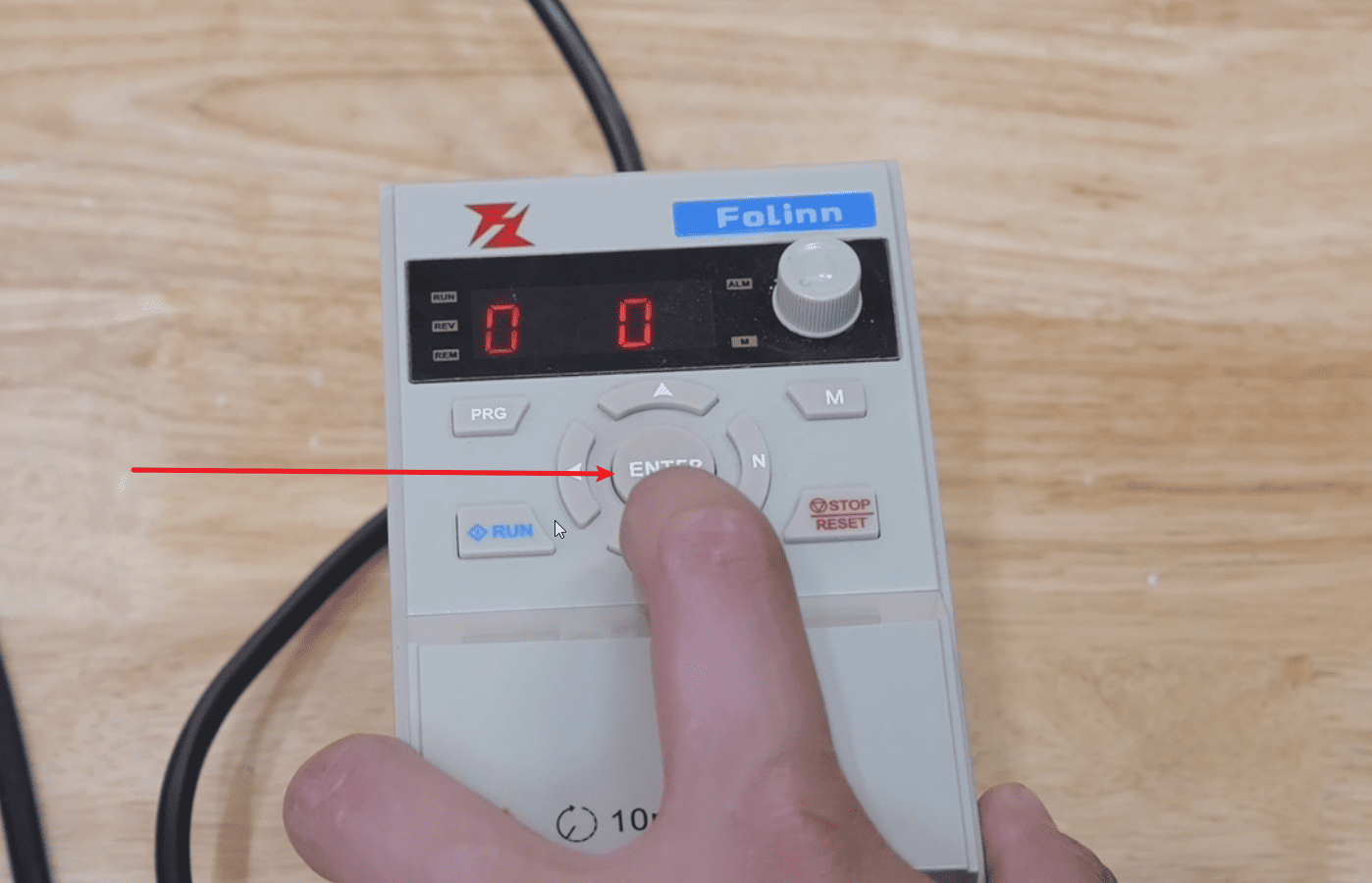
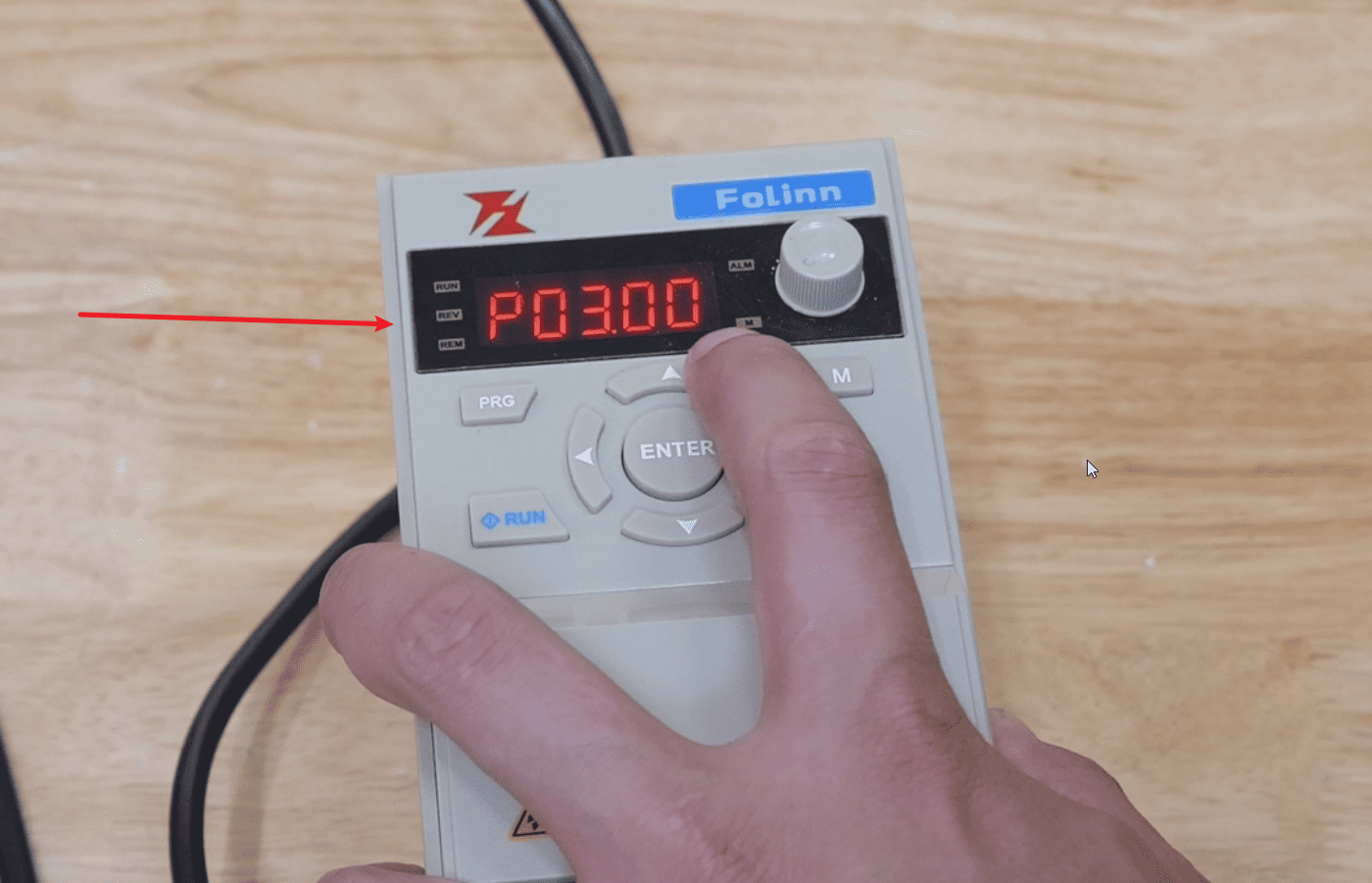
3.Press the “ENTEP” button to enter the next line and adjust it to “P03.00”.
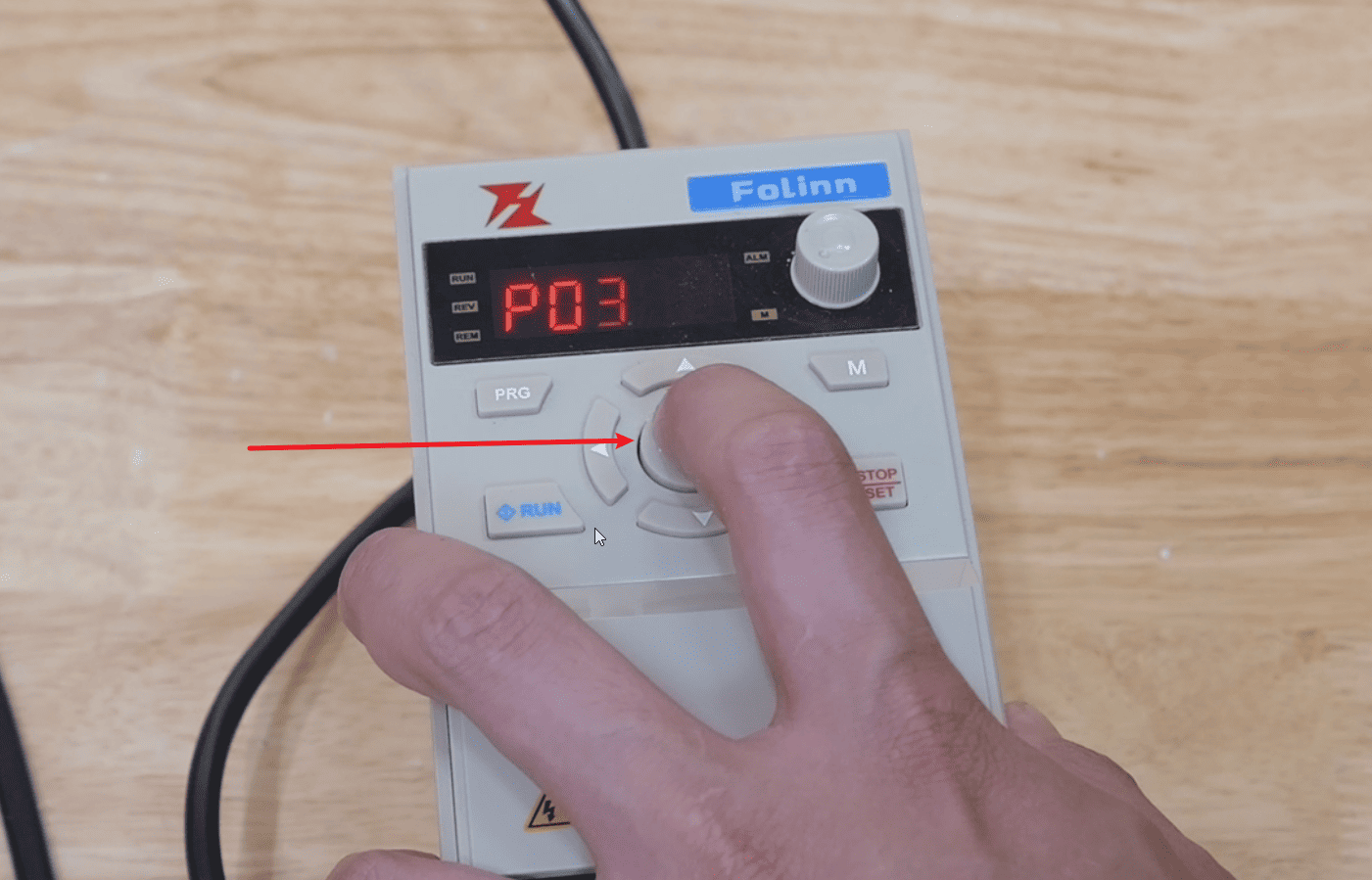
4.Press “ENTEP” to enter the next line and adjust it to “00001”. Then press “ENTEP” to complete the debugging.
5.Click on “RUN” and then click on the spindle on the screen to start the spindle and open it.